Towards Industrialization of Poly-Ethylene Terephthalate Glycol Material Fabricated by Fused Filament Fabrication Technique
Ghais Kharmanda1,2*
1Mechanics Laboratory of Normandy, INSA Rouen, Saint-Etienne-du-Rouvray, France
23D printing 4U (UG), Cologne, North Rhine-Westphalia, Germany
*Correspondence to: Ghais Kharmanda, D.Sc., Manager, 3D printing 4U (UG), Nördlinger Str. 10, 51103 Cologne, North Rhine-Westphalia, Germany; Email: Ghais.Kharmanda@3d-printing-4u.com
Abstract
The material properties of Polyethylene terephthalate glycol (PETG) can be highly improved when adding other polymers or materials, however, we focus on this mini review only on pure PETG material fabricated by Fused Filament Fabrication (FFF) technique to overcome the corresponding issues with the object of industrializing the pure PETG material. In our previous works, deterioration concept was introduced to extend far beyond the concept of traditional failure concept, and its corresponding cases were classified into two categories: certainty and uncertainty cases. So, to industrialize this material fabricated by FFF technique, only certainty cases (reasons behind deterioration cases (defect/ fault/ failure/ damage)) can be characterized. These cases are treated here and next compared to other polymers such as Poly lactic acid (PLA) and/or Acrylonitrile Butadiene Styrene (ABS) materials if needed to overcome the different issues occurred when the studied this material by FFF technique. Several roadmaps are proposed considering the use of advanced techniques such as Artificial Intelligence (AI) and multi-level optimization.
Keywords: additive manufacturing, fused filament fabrication, deterioration concept, polyethylene terephthalate glycol
1 INTRODUCTION
Additive Manufacturing (AM) approaches are divided into seven groups: powder bed fusion, binder jetting, material jetting, sheet lamination, direct energy deposition, vat photopolymerization and material extrusion[1]. Among all of these, the literature reports Fused Filament Fabrication (FFF) as being the most promising and widely used technology that is included in the material extrusion group. The major advantages of this technique are its simplicity, fast process and moderate cost. However, several drawbacks, such as reduced mechanical properties, surface quality and appearance, as well as a limited number of raw materials, are reported in the literature[2-4]. When using FFF technique, the mechanical properties can be improved by adding other materials, however, many issues can appear regarding the added materials and their percentages in the final composite materials (weight ratios of the constituents). However, in this paper, there is no room to deal with the different kinds of issues which help us to provide feasible recommendations and roadmaps to industrialize a specific material called pure Polyethylene terephthalate glycol (PETG) material (improvement of quality of the final products and production as well). In fact, several possibilities can be used to improve the mechanical properties of FFF-fabricated parts, but the most important step is related to the optimization of printing parameters. From all printing parameters, the literature suggests that the most important are layer thickness, air gaps (in the same layer or between layers), infill density, temperature and printing speed[2,5]. However, due to the complex interaction between parameters, they must be analyzed together (as a group)[6]. As mentioned by Valvez S et al.[4], several procedures of designs of experiments are available in the open literature; the Taguchi method is one of the most used. However, we find that the real-world applications are much more complicated than experimental specimens. So, several experimental models need to be tested with object of establishing realistic interpretations when dealing with FFF-fabricated parts.
In addition to mechanical properties, the stability of thermal properties is a crucial parameter in characterizing polymeric materials since the temperature frequently serves as a limiting factor in their application potential. So, the thermal properties can be characterized in different ways which leads to different temperatures needed for the extruder and the building platform (BPF)[7]. Furthermore, chemical interaction between components must be considered. All these issues increase significantly the industrialization of composite PETG materials. So, in this paper, we only focus on pure PETG materials to converge with suitable propositions and recommendations. In Section 2, several works dealing with different PETG properties are presented and the use of FFF technique for fabricating pure PETG material is also treated in Section 3 considering its effects on the final PETG products. Next, several challenges for this material are presented in detail and supported by illustrative examples to show the need for different improvements. Finally, proposed roadmaps and future perspectives are discussed to provide clear ideas about the different developments needed to industrialize pure PETG material fabricated by FFF technique.
2 PETG PROPERTIES
PETG is a polyester copolymer which has been used to replace traditional polymers for 3D printing due to its durability, flexibility, high impact resistance, high chemical resistance, low moisture absorption, among other benefits[4]. According to Bedi et al.[7], the untreated PETG material has 49 MPa and 1800 MPa of tensile strength and modulus, respectively. Other studies focused on tensile properties and showed small differences[8]. According to Guessasma S et al.[9,10], the approximate intervals of tensile strength and modulus for PETG are 60-66MPa and 1.90-2.11GPa, respectively. Furthermore, the fabrication technique plays an important role in determining the material properties of final PETG products. So, when using FFF technique, certain properties can be negatively affected, especially tensile propertie[8]. In a review of Prajapati et al.[11], the differences in physical and mechanical properties of printed objects made from Poly lactic acid (PLA), Acrylonitrile Butadiene Styrene (ABS), Thermoplastic Polyurethane (TPU), and PETG utilizing FFF technique were reported. It was found that packaging, thermoforming, and engineering frequently use PETG as a popular industrial thermoplastic. PETG is more resistant to chemicals, heat, and moisture than desktop 3D printing materials like PLA and ABS. PETG embodies several notable properties such as strong tensile property, high ductility, miscibility, heat and chemical resistance, transparent thermos-plasticit[8]. The main research question of this mini review concerns the identification of effective parameters to obtain potential improvements of material properties on the raw material and the fabrication process and even the conceptual design.
3 PETG BY FFF TECHNIQUE
FFF is the most popular AM method, which allows the production of highly complex 3D parts with minimal material waste. On the other hand, PETG has been used to replace several polymers for 3D printing due to its chemical resistance and mechanical performance, among other benefits[4]. This material is recognized for its superior fabrication when using FFF technique. Its fabrication printability is influenced by several factors such as strong layer adhesion, little shrinking, and little warping. A variety of 3D printers can fabricate pure PETG material since it is reasonably simple to extrude and has a wide printing temperature range[7]. According to an optimization study of Valvez et al.[4], the best bending properties for PETG were obtained for an extrusion temperatures of 265°C, a print speed of 20mm/s, a layer height of 0.4mm and an infill density of 100%. To improve the quality of the final products, there is a need for advanced optimization strategies to define the best compromise between quality and cost considering several FFF parameters. Temperatures, speeds, layer dimensions, infill type and density and other parameters have acceptable intervals which should be optimized. For example, to increase the temperature more than certain thresholds may lead to other effects on the final products and FFF process as well. However, when defining a suitable interval for the different temperatures (extruder and BPF), it leads to smooth material extrusion and suitable layer adhesion, especially when printing the first raft layer. This can be helpful when industrializing the pure PETG material fabricated by FFF technique.
4 PETG APPLICATIONS
PETG has many applications within the AM field, with special emphasis in the FFF process, due to its excellent thermoforming, layer adhesion, and comparatively low-cost[12]. Like its precursor, PETG presents excellent chemical resistance, good tensile toughness, flexibility and transparency, making PETG another fantastic candidate for AM applications, especially medical and biomedical areas. So, due to its unique characteristics as a biomaterial, PETG has been actively applied in modern medicine, such as tissue engineering[13], dental, cardiovascular, pharmaceutical and surgical related applications[8]. Furthermore, the role of AM in biomedical applications is becoming vital in drug formulation, surgical planning, implants prostheses-orthoses, tissue engineering, anatomical model and organ printing[14]. While the tensile properties of standard PETG are appropriate for certain biomedical applications, others require an increase in tensile parameters. Furthermore, PETG's brittle nature worsens upon FFF technique. In such cases modifications to PETG may be pursued[8]. In addition to the tensile properties, deformity property is needed in many applications. For example, when dealing with foot biomechanics, several studies have been carried out to confirm the deformity of foot bones such as hindfoot cases[15]. It is currently difficult to use pure PETG material in this kind of applications[16]. Several developments are needed to allow improving the mechanical properties of PETG material by mixing it with other materials, i.e., fibers. Here, there is a need to perform an optimization procedure to optimize the composite and the manufacturing parameters such as nozzle temperature, printing speed, layer height and filling to improve the mechanical properties of final products[4].
In addition to the different medical and biomedical applications, tensile properties in other vital engineering applications such as electronics, have a big concern to deal with. Recently, it has been reported for the first time that the fabrication of electrically conductive PETG materials can be considered to overcome some drawbacks found for the use of PLA in electrochemical sensing applications, paving the way for novel applications of the PETG materials such as electrochemical devices. In these applications, the reinforcement materials are also needed to improve the different properties of this material[17]. Using the different presented properties, we focus in this mini review on the use advanced technologies to extend its applications to many areas, especially medical applications such as orthopaedic footwear having a high influence on daily human activities. For example, optimization techniques can be used to find the optimum balance between AM process parameters, which can highly affect the quality of the final PETG products.
5 CHALLENGES AND PROPOSITIONS
In this section, it is the objective to deal with several deterioration cases to identify the reasons behind each one and to propose recommendations to overcome these issues. Furthermore, a healthy case is presented to provide some ideas about the potential modifications to deal with certain concerns. Figure 1 shows a general flowchart of product lifecycle where the different developments can be addressed at one or more of the following stages: design, material and process. According to the feedback from the final printed product and customer, certain improvements and modifications can be integrated into the three stages. For example, there is a possibility to modify the design, improve the raw material quality or structure, and/or adapt the G-Code with object of optimizing the printing process (red colour is used in Figure 1 to point out the declared changes). Other modifications can be also made to the three stages as illustrated in Figure 1.
|
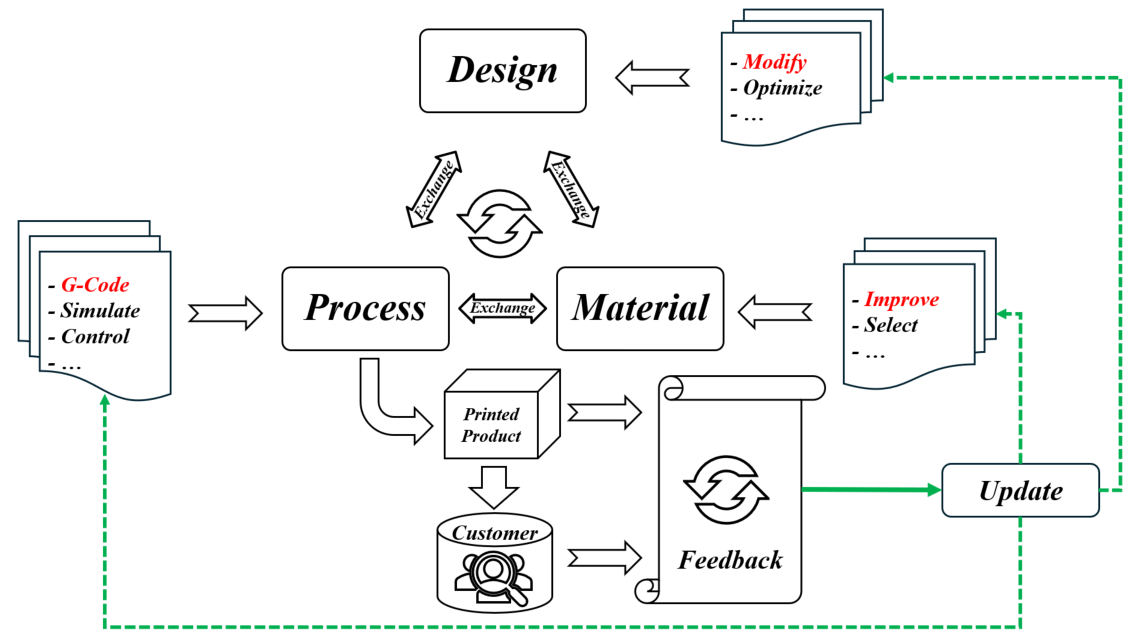
Figure 1. Integration of Development at Three Stages of Product Lifecycle.
After that, a couple of examples made of pure PETG material are presented to provide illustrations about a single deterioration case and a multiple one as well. Next, a healthy case is presented to provide an idea about some probable solutions. After that detailed discussion about the needs of research effort to overcome the different challenges and issues when fabricating this material by using FFF technique. The studied cases and discussion are structured to be related to Figure 1 with the object of providing pedagogical recommendations to newcomers and researchers in this area.
5.1 Illustrative Examples
For the following examples, two machines of the ADVENTURER 3 series were used as a printing machine, manufactured by FLASHFORGE. These two types of machines use FFF technique where the maximum build volume is 150×150×150mm and the diameter of used filament is 1.75±0.07mm.
5.1.1 Single Deterioration Case
Figure 2 illustrates a defect case in a screwdriver shaft (or shank) which became a fault case after having exploited this assembled tool. During the printing process, the input temperatures of the extruder and the BPF were 245°C and 80°C, respectively. The printed layer height was 0.18mm and the corresponding print and travel speeds were respectively: 50mm/s and 80mm/s. The infill density type was linear with 15% density and the nozzle size was 0.4mm. The defect illustrated in Figure 2 was due to a temporary under-extrusion problem in certain layers where a significant flexion torque can be applied during the usual use of this tool. According to the deterioration definitions in Kharmanda G[18], after performing the printing process, it can be classified as defect case ‘1st class deterioration level’, however, when fixing a bit (or drive tip) to this printed PETG part and next using this assembled screwdriver, the defect case becomes a fault one ‘2nd class deterioration level’. When having this temporary under-extrusion problem at the handle level, it can be considered as a defect case ‘1st class deterioration level’, while when getting this kind of problem at the shaft region, we have a high probability to get a fault case ‘2nd class deterioration level’. So, in addition to our previous findings[18], when using PETG materials in real-world applications, the identification of the deterioration levels essentially depends on the application, the position of defect in the printed part and the defect sizes and shapes as well. Certain defects can highly affect the mechanical properties of the final product, which necessitates a special care to the effectiveness of the used machine elements, i.e., melt material flow, appropriate adhesion levels, suitable feeding rates, and print speeds. When fabricating several pure PLA models, there was no defects for the same design. So, strong efforts are needed to optimize the FFF process parameters with the object of avoiding or at least reducing the likelihood of defects.
|
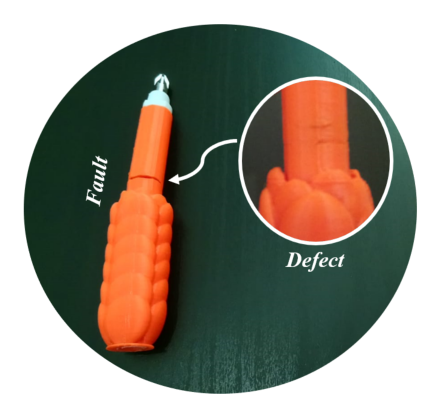
Figure 2. Screwdriver with Single Deterioration Case where a Defect Turns into a Fault.
5.1.2 Multiple Deterioration Case
Figure 3 shows a multicolumn support where several problems appear. Some of these problems are related to printing process parameters, which necessitate to start by presenting certain process parameters before dealing with the occurred problems and their corresponding causes. The input temperatures of the extruder and the BPF were 245°C and 100°C, respectively. The printed layer height was 0.25mm and the corresponding print and travel speeds were respectively: 50mm/s and 100mm/s. The infill density type was linear with 15% density and the nozzle size was 0.6mm. At the end of printing process, we can identify four problems: The first one concerns the raft separation from the BPF. A small part was broken as shown in Figure 3A. The second one concerns the raft separation from the printed product. If we force this separation, there is a risk of damage to the lower surface of the product as previously shown in PLA products[19]. As is mentioned about the adhesion property of PETG, we have strong adhesion with the BPF which is considered as an advantage to avoid any probable failure due to raft separation during the AM process. Same property (strong adhesion) can be considered as a disadvantage and leads to defects and/or faults when using the final products. When calibrating the distance between the nozzle and the BPF in a correct way (suitable scale), this property can be always considered as an advantage leading to smooth raft separation from the final printed parts. In addition to damage to a small part of the raft when separating this printed product from the BPF, there is a risk of accidentally falling due to the different difficulties of separation as illustrated in Figure 3A. To solve this problem, a recalibration of the nozzle was carried out to increase the distance between the nozzle and the BPF as shown in Figure 3B. The resulting form is shown in Figure 3B where there is no broken part of the raft. This helped in making the separation of the final product from the BPF easier and the flow of the extruded PETG material smoother as well. The third problem concerns the sharp protrusions as shown in Figure 3A and 3B. This highly affects the quality of the final product and to remove them from the whole product, there is a need to perform an additional process such as wetting. This difficulty can be remedied by determining the best retraction speeds. In literature, Jackson et al.[20] provided an optimal printing condition for PLA material. They focus on finding the combined effect of retraction speed, deposition angle, and number of walls on both the visual quality and strength of 3D-printed parts. However, according to our best of knowledge, there is no work studying the effect of retraction speed for pure PETG material fabricated by FFF technique. So, efforts are needed to provide optimal retraction speed values leading to good quality final products.
|
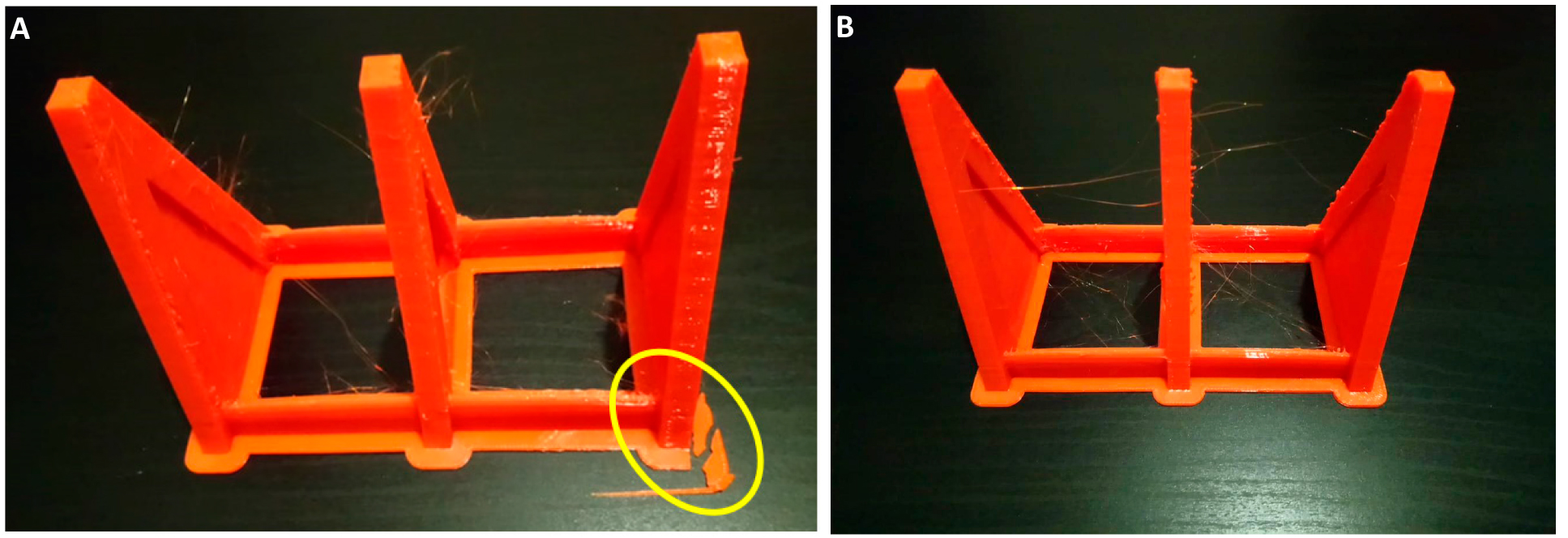
Figure 3. A Multicolumn Support with Multiple Deterioration Case. (A) Difficulty in Raft Separation from BPF, and (B) Improvement in Raft Separation.
The fourth problem concerns the machine element damage such as nozzle, filament tube, feeding wheels ... For this multicolumn support, the nozzle size was 0.6 instead of 0.4 (default value). So, the corresponding default values of the temperatures are 245/100°C (for nozzle size of 0.6). Here, the nozzle is partially surrounded by solidified impurities as shown in Figure 4A, which led to difficulties in printing the next product even for pure PLA material which is considered as a flexible material to be fabricated by using FFF technique. To solve this problem, a recalibration was carried out to increase the distance between the nozzle and the BPF. So, when printing pure PETG materials, several maintenance actions such as cleaning and calibration are needed to avoid any deterioration levels such as defects, faults, failures and/or damages.
|
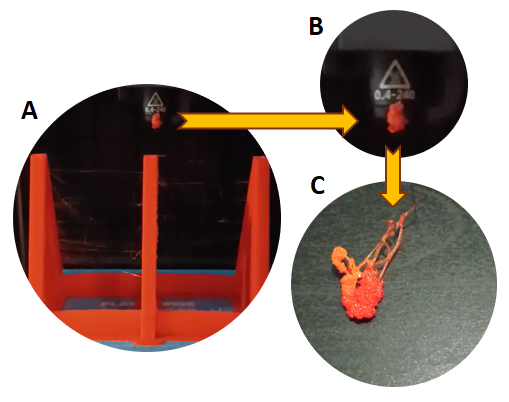
Figure 4. Impurities of PETG Material on the Nozzle. (A) Picture on the Machine, (B) Separated Nozzle Picture with Solidified Impurities, and (C) Separated Impurity Materials.
5.1.3 Healthy Product Case
Figure 5 shows a healthy product case where the raft was separated properly without any problems. During the printing process, the input temperatures of the extruder and the BPF were 245°C and 80°C, respectively. The printed layer height was 0.18mm and the corresponding print and travel speeds were respectively: 50mm/s and 80mm/s. The infill density type was linear with 100% density and the nozzle size was 0.4mm. The printed part illustrated in Figure 5 has a good quality when comparing to a similar model (design) made of pure ABS material using the same machine. Regardless the design (shape) of the different printed parts, when comparing this healthy example to the previous faulty cases, the key difference in the process parameters is the infill density which was here 100%. According to an optimization study of Valvez et al.[4], an infill density of 100% was among the best bending properties. This healthy example confirms the importance of this parameter in improving the quality of the final product and the production process as well. In addition, for the same PETG material, design plays an important role which confirms the effectiveness of design modifications (see Figure 1) when industrializing the pure PETG material. When it is possible, the modifications of the design can overcome many problems occurring in the presented case in Figure 3. This way, it is possible to have a smooth raft separation from the BPF, smooth raft separation from the printed part and good quality of the raft and the final product. In addition to design modifications and the infill density, certain printing parameters such as nozzle size can overcome some problems and improve the mechanical properties of the final product such as impact properties. According to our practical experience, these impact properties are effectively demonstrated in comparison to similar products made of pure ABS material when using them as heel outsoles. When using TPU for the same product and on the same machine, failure case occurred at the raft printing level which leads to modify the AM process parameters to avoid any probable failure case. Furthermore, several PETG products can be produced without any failure opportunity, which leads to consider the design adaptation as an important step of industrialization of this material.
|
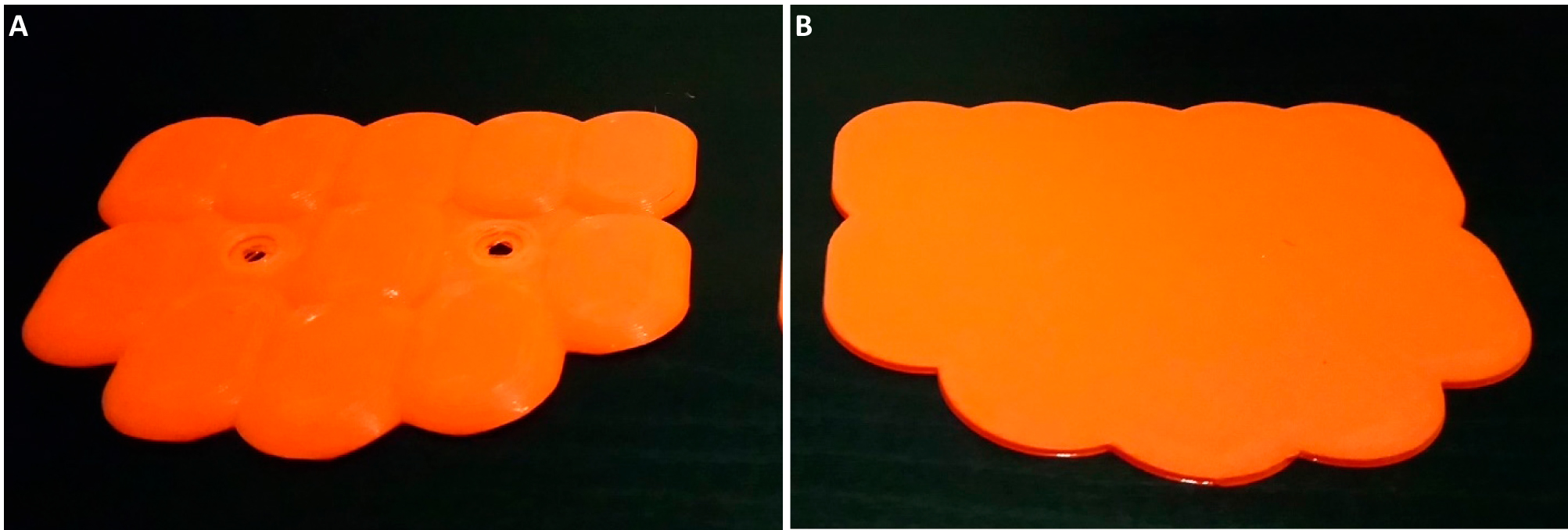
Figure 5. Healthy Product Case. (A) Separated Printed Part, and (B) Separated Raft.
5.2 Discussion and Future Perspectives
Regarding the development flowchart illustrated in Figure 1, several changes can be integrated to overcome the different problems occurring when dealing with pure PETG materials at three stages levels. In Figures 2, 3 and 4, several problems are presented as certainty cases where the reasons behind can be identified. Some solutions belong to the fabrication parameter optimization in discrete modelling ways; however, the design modification represents an essential role to overcome several issues when it is possible to modify. It is important to simulate carefully the fabrication process on the initial (or conceptual) design to modify it at the first stages in order to avoid or reduce the waste of time and materials. The designer’s experience currently is an essential role until the use of Artificial Intelligence (AI) technique to perform or help in simulating fabrication process and making decisions. In addition to the design modification, optimization procedures considering discrete and/or continuous parameter modelling can be carried out on the AM process. Figure 6 shows a proposed multi-level optimization strategy where AM simulation represents an important aspect. The first optimization loop can be carried out during the AM process elaboration considering the simulation stage (red colour in Figure 6) as a convergence test to satisfy the different needs leading to good quality for the product and the production as well. The second one uses the outcome of the printed product as a convergence test to update the several process parameters. For these two loops, the user’s experience should be currently considered until future developments of suitable AI techniques. However, for the third loop, the customer’s satisfaction is considered as a convergence test to update the different optimization parameters. Currently, these loops are carried out sequentially as shown in Figure 6, however, they can be carried out in a concurrent way when integrating suitable AI techniques which can lead to additional environment improvement (not only improvement at product and production levels).
|
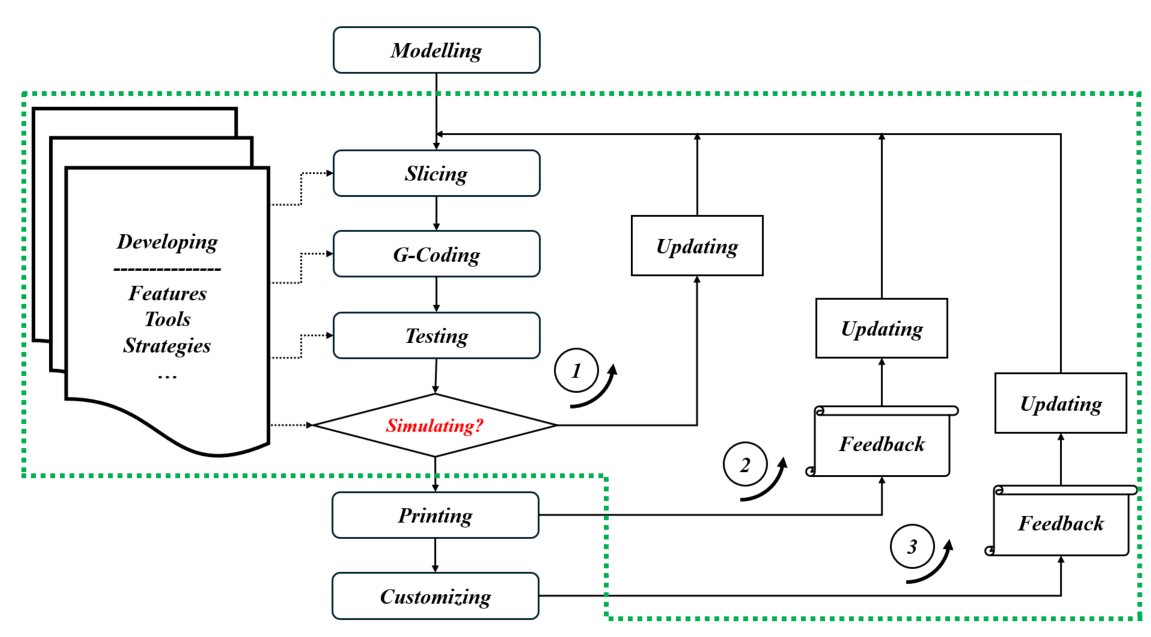
Figure 6. Proposed Multi-level Optimization Strategy.
The proposed roadmaps should also cover third-party materials which means a good flexibility of material extrusion (melted material flow) and appropriate adhesion level to obtain healthy products. In addition to the use of AM process parameter optimization, reliability concept can be integrated to attend these objectives. At first development stages, it is possible to consider discrete optimization strategies, while at advanced stages, mathematical modelling is needed to perform continuous optimization strategies or to develop a combination of both. Furthermore, machine learning as an important branch of AI can be used to model and analyse macromolecules with the object of predicting spatial structures of several polymers[21]. When gathering experimental data, this kind of techniques can be applied to PETG materials in order to improve the mechanical properties of final products and to perform smooth fabrication process without any defects which may lead to faulty products. Concerning deterioration concept proposed by Kharmanda G[18], it was stated that AM products with defects can be rejected by the customers, which necessitates a serious consideration to reduce the likelihood of defect occurrence. In addition to that result in Kharmanda G[18], the change of defects to faults in Figure 2 should be also integrated into deterioration concept definition, especially when using the FFF-fabricated products in real-world applications where several external forces can be applied on certain regions. All these propositions and recommendations are helpful to familiarize the use of FFF technique and its commercial materials such as PETG.
6 CONCLUSION
When comparing with our previous findings, the defect cases previously may not be changed to fault cases when using certain materials such as pure and composite PLA for prototyping or decoration applications, however, it is not the case when using any polymer such as PETG for real-world applications where different loading conditions can be applied. Furthermore, the conditions needed for fabricating PETG material by FFF technique are different than the other polymers such as pure and composite PLA materials. These findings may lead to considering a specific chapter as a future perspective when providing identification of deterioration levels for the PETG material and recommendations when elaborating the future IS4AM.
Acknowledgements
The author would like to acknowledge his colleagues from GOTO10 establishment (Sweden) for their technical and material supports regarding additive manufacturing issues. Furthermore, he is grateful to the technical members of “BigRep – Large-Format 3D Printers” (Germany) for their fruitful discussion regarding challenges and issues in FFF technique.
Conflicts of Interest
The author declared no conflict of interest.
Data Availability
No additional data are available.
Copyright Permissions
Copyright © 2025 The Author(s). Published by Innovation Forever Publishing Group Limited. This open-access article is licensed under a Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, sharing, adaptation, distribution, and reproduction in any medium, provided the original work is properly cited.
Author Contribution
Kharmanda G studied, wrote, reviewed, and corrected this article.
Abbreviation List
ABS, Acrylonitrile butadiene styrene
AI, Artificial intelligence
AM, Additive manufacturing
BPF, Building platform
FFF, Fused Filament Fabrication
IS4AM, Industrialization standard for AM
PETG, Polyethylene terephthalate glycol
PLA, Polylactic acid
TPU, Thermoplastic polyurethane
References
[1] Astm I. ASTM52900-15 standard terminology for additive manufacturing—general principles—terminology. ASTM International, West Conshohocken, USA, 2015; 3: 5.
[2] Mohamed OA, Masood SH, Bhowmik JL. Optimization of fused deposition modeling process parameters: a review of current research and future prospects. Adv Manuf, 2015; 3: 42-53.[DOI]
[3] Stansbury JW, Idacavage MJ. 3D printing with polymers: Challenges among expanding options and opportunities. Dent Mater, 2016; 32: 54-64.[DOI]
[4] Valvez S, Silva AP, Reis PNB. Optimization of printing parameters to maximize the mechanical properties of 3D-printed PETG-based parts. Polymers, 2022; 14: 2564.[DOI]
[5] Sheoran A J, Kumar H. Fused Deposition modeling process parameters optimization and effect on mechanical properties and part quality: Review and reflection on present research. Mater Today Proc, 2020; 21: 1659-1672.[DOI]
[6] Ngo TD, Kashani A, Imbalzano G et al. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos Part B-Eng, 2018; 143: 172-196.[DOI]
[7] Bedi SS, Mallesha V, Mahesh V et al. Thermal characterization of 3D printable multifunctional graphene‐reinforced polyethylene terephthalate glycol (PETG) composite filaments enabled for smart structural applications. Polym Eng Sci, 2023; 63: 2841-2856.[DOI]
[8] Yan C, Kleiner C, Tabigue A et al. PETG: applications in modern medicine. Eng Regener, 2024; 5: 45-55.[DOI]
[9] Guessasma S, Belhabib S, Nouri H. Printability and tensile performance of 3D printed polyethylene terephthalate glycol using fused deposition modelling. Polymers, 2019; 11: 1220.[DOI]
[10] Rynio P, Galant K, Wójcik Ł, et al. Effects of sterilization methods on different 3D printable materials for templates of physician-modified aortic stent grafts used in vascular surgery—a preliminary study. Int J Mol Sci, 2022; 23: 3539.[DOI]
[11] Prajapati S, Sharma JK, Kumar S et al. A review on comparison of physical and mechanical properties of PLA, ABS, TPU, and PETG manufactured engineering components by using fused deposition modelling. Mater Today Proc, 2024.[DOI]
[12] Alarifi IM. PETG/carbon fiber composites with different structures produced by 3D printing. Polym Test, 2023; 120: 107949.[DOI]
[13] Hassan MH, Omar AM, Daskalakis E et al. The potential of polyethylene terephthalate glycol as biomaterial for bone tissue engineering. Polymers, 2020; 12: 3045.[DOI]
[14] Agarwal R, Malhotra S, Gupta V et al. The application of Three-dimensional printing on foot fractures and deformities: A mini-review. Ann 3D Print Med, 2022; 5: 100046.[DOI]
[15] Colò G, Fusini F, Marcolli D et al. Hindfoot Valgus and First Ray Insufficiency: Is There Correlation?. Surgeries, 2025; 6: 26.[DOI]
[16] Khan I, Tariq M, Abas M et al. Parametric investigation and optimisation of mechanical properties of thick tri-material based composite of PLA-PETG-ABS 3D-printed using fused filament fabrication. Compos Part C-Open, 2023; 12: 100392.[DOI]
[17] Camargo JR, Crapnell RD, Bernalte E et al. Conductive recycled PETg additive manufacturing filament for sterilisable electroanalytical healthcare sensors. Appl Mater Today, 2024; 39: 102285.[DOI]
[18] Kharmanda G. Characterization of Functionality and Deterioration Concepts in Additive Manufacturing Technology with Application to Fused Filament Fabrication Technique. J Mod Ind Manuf, 2025, 4: 1.[DOI]
[19] Kharmanda G. Condition-based Predictive Maintenance as an Efficient Strategy for Industrializing Additive Manufacturing Technology. J Mod Ind Manuf, 2024, 3: 8.[DOI]
[20] Jackson B, Fouladi K, Eslami B. Multi-parameter optimization of 3D printing condition for enhanced quality and strength. Polymers, 2022; 14: 1586.[DOI]
[21] Gupta VK, Sapre AV. Advances in High Performance Polymers and Composites Materials: Development Opportunities. J Mod Polym Chem Mater, 2023; 2: 5.[DOI]


