Ecofriendly Surface Modification of Leaf Fibers via Aloe-vera and α-Enzymatic Treatment for Geo and Agro-textile Application
Ömer Fırat Turşucular1*![]() , Alhayat Getu Temesgen2
, Alhayat Getu Temesgen2![]()
1Department of Hatin Textile, Hatin Tex Weaving Companies, Dosab, Turkey
2Department of Textile Engineering, Engineering Faculty, Kombolcha Institute of Technology, Wollo University, Kombolcha, Ethiopia
*Correspondence to: Ömer Fırat Turşucular, MD, R&D in Chief, Hatin Textile, Hatin Tex Weaving Companies, Dosab, 16245, Turkey; Email: omerfirattursucular@gmail.com
Abstract
Objective: The surface modification and structural characterization of banana, and enset, and sisal fibers were studied by different types of bio-chemical treatments ın this research study.
Methods: α-amylase enzyme and aloe vera gel were used on banana, enset, and sisal fibers as bio-chemical treatment process.
Results: Enzymes used beyond the desired concentration and amount were significantly affect the mechanical strength with large percentage of weight loss.
Conclusion: The test result revealed that tensile strength (TS) of sisal was improved by 20% while the TS of banana, and enset fibers was improved by 34% when treated with optimum level of bio-chemicals. Moreover, bio-chemical treatment of these leaf fibers was improved their moisture absorption properties by 25%.
Keywords: α-amylase enzyme, aloe-vera, eco-friendly treatments, leaf fibers, surface modifications, agro-textiles, geo-textiles
1 INTRODUCTION
In recent decades, the fibre-reinforced composites have garnered. Most of industries have been generally using plant fibres for several uses from various plant resources recently. The countries growing plants and trees are not only for agricultural purpose but also used their agrow wastes to produce materials using as raw materials. The world production of natural fibres have been increased since the demand eco-friendly new product is growing each year. Moreover, synthetic fibres, and high energy-consuming products are being replaced by fibre based products because of their exceptional properties such as abundant, light-weight, and environmentally friendly[1,2]. The applications of natural fibers in several manufacturing industries such as automotive, packaging, agriculture, construction, and biomedical fields are drastically increase due to the environmental concerns worldwide. According to Schumacher, Pequito & Pazour; Shahzad report, the textile industry is today one of the world's largest contributors to a negative climate impact. There is a need to find fibres with lower climate impacts for sustainable developments due to the global increasing demand for textile materials[3,4]. Leaf fibers are taken from the phloem, which substances within the stem of fibrous plants, are mostly used as technical textile materials. For example, banana, enset, and sisal plant stem are composed of three main parts, which are bark or skin, fiber bundles, and a combination of xylem, shives, and the woody core. Cross-section of common leaf fiber stem was shown in Figure 1A, and Chemical compositions of natural fibers were shown in Figure 1B. The primary role of the bark / skin is to protect the plant from moisture evaporation and unanticipated temperature changes. Bark / skin also helps the stem resist moderate mechanical damage. The fibers are located in the phloem where they appear as bundles, consists of several individual single fibers, under the skin. Within the stem there are number of fiber bundles, each containing individual fiber cells or filaments. Fibers are responsible for supporting the conductive cells of the phloem and also provide stiffness and strength to the stem[5,6]. Technical textiles can be defined as textile materials and products manufactured mainly for their technical and performance characteristics rather than their artistic or ornamental features[6,7]. Technical textiles industry was shown in Figure 1C[6,7].
|
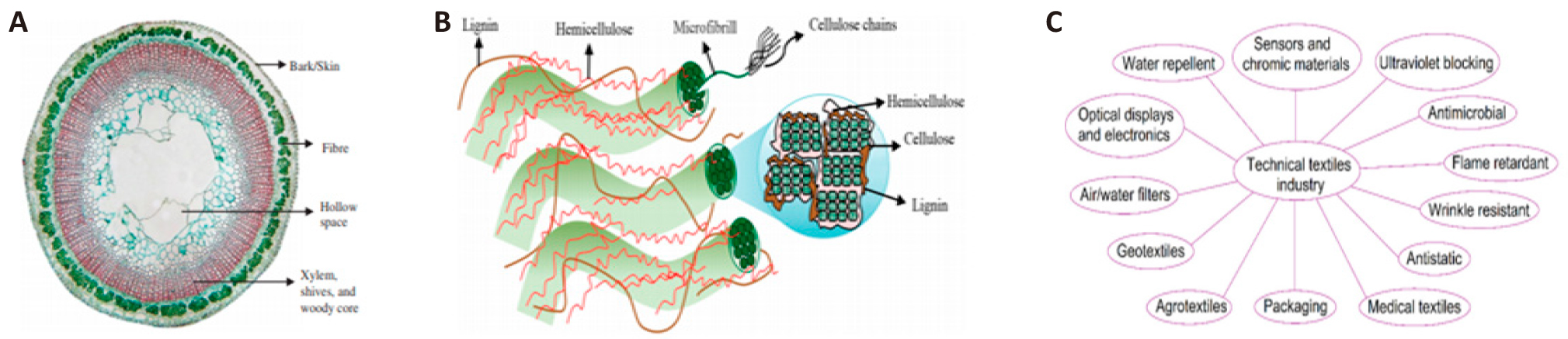
Figure 1. The general and technical informations about leaf fiber, natural fibers, and technical textiles industry. A: Cross-section of common leaf fiber stem B: Chemical compositions of natural fibers, and C: Technical textiles industry.
Geotextiles were one of the first textile products in human history. Excavations of ancient Egyptian sites show the use of mats made of grass and linen. Geotextiles were used in roadway construction in the days of the Pharaohs to stabilize roadways and their edges[8]. The first use of a textile fabric structure for geotechnical engineering was in 1926 for road construction. In 1930’s woven jute fabric was used for sub-grade support in construction of highway in Aberdeen. The use of a woven synthetic fabric for erosion control was in 1950ʼs in Florida by Barret[9]. Today, the idea of using agricultural waste as a renewable resource became a positive option. Greater supplies of natural geotextile materials are required than at any previous time in man’s history. Natural fiber geotextiles degrade to form organic mulch and help in quickly establishment of vegetation. Natural fibers, like jute, coir, sisal, etc. have quite a few inherent properties suited to meet the requirements of different types of geotextiles. The shorter durability of natural geotextiles is a matter of apparent concern about end-users in general, though their eco-compatibility gives them an edge over man-made geotextile[10-15]. It has the chemical structure of α-amylase (α-1,4-glucan-4-glucanohydrolase) and is found in higher amounts in microorganisms, plants and organisms. α-amylases are the oldest and most versatile starch hydrolyzing enzymes that can be used as starch substitutes[16,17]. α-amylase has approximately 30% of the total enzyme market[16].
α-amylase is the most widely used enzyme type among all enzymes thanks to its superior properties such as thermostability and pH response. Glycoside endo-acting α-amylase is a widely used biocatalyst and has various biotechnological properties. Moreover, it is widely used in applications in starch processing, detergent, textile, paper, and pharmaceutical industries[16,17]. An experimental study conducted on cotton woven fabric with α-amylase enzyme included that the de-sizing process was applied by the ultrasonic process at pH 6, 1:30 for M/L bath ratio, at temperatures ranging from 50℃ to 90℃ temperatures for 15min. As a result, a highly efficient de-sizing process was achieved thanks to their hydrophobic interactions[18]. An experimental study conducted on cotton woven fabric with α-amylase enzyme included that the surface modification process was applied by air-plasma process at pH 5, 1:100 for M/L bath ratio, 50℃ temperature for 1h. As a result, a highly efficient hydrolysis process was achieved thanks to hydrophilic interactions and enzymatic reactions[19]. An experimental study conducted on cotton woven fabric with α-amylase enzyme included that the de-sizing process was applied using an ultrasonic process between pH 5.5, and at pH 6.5, at temperatures ranging from 70℃ to 90℃ temperatures for 1h. As a result, the maximum efficiency de-sizing process was achieved at 758 mg/L concentration, at pH 5, 55℃ temperature for 1h[20]. An experimental study conducted on cotton woven fabric with α-amylase enzyme included that the de-sizing process was applied using an ultrasonic process between at pH 5 and pH 10, at temperatures ranging from 20℃ to 85℃ temperatures for 1h. As a result, a highly efficient, and economical de-sizing process was achieved thanks to enzymatic reactions so its stability was increased[21]. An experimental study conducted on cotton and linen woven fabrics with α-amylase enzyme included that the de-sizing process was applied using the gamma radiation process at pH 5.5, 1:17 for M/L bath ratio, at 95℃ temperature for 1h. As a result, as the intensity of gamma radiation increased, its tensile strength (TS) values decreased, and its dimensional stability deteriorated[22]. Aloe-vera (AV) species are perennial and drought-resistant plants from the Aloaceae family. There are 558AV species with a wide distribution worldwide[23]. Its origin is South Africa[23,24]. It has become widespread over time in a wide geography including Madagascar, West Africa, the Sahara-Sudan region, the Mediterranean coast, and Arabia due to bio-climate change[23-25]. AV has a triangular shape with tubular yellow flowers, and white spotted leaves. Leaf skin consists of three layers, latex, and gel, in leaves with white spots. The leaf skin consists of a thick green layer that protects the gel from external damage.
Latex consists of a bitter yellow layer. Anthraquinones are abundant between the leaf skin, and the gel. The AV gel consists of parenchyma cells that store water (99%) and various phytochemicals[23-25]. Thus, AV gel becomes a valuable product for the industry. Phytochemical composition of AV gel is known that depends on various growing factors such as irrigation regime, light intensity, and fertilization[23]. Phytochemical components have medicinal properties that can be used for wound healing, inflammation, diabetes, and digestive problems[23,24]. Moreover, AV gel has a chemical structure is called with Acemannan, which has a long-chain polymer consisting of randomly acetylated linear d -mannopyranosyl[26]. It is used in skin, cosmetics, food, pharmaceutical, and textile (desizing, UV protective, and antimicrobial applications) sectors due to its properties such as wound healing, anti-aging, moisturizing, nutritional supplement, immune modulation, antibacterial, antifungal, antitumor, antimicrobial agent, a natural preservative, biocompatible and eco-friendly, and abundance of phytochemicals in AV gel[23-26]. Its first applications were used in medical applications[26]. Pharmaceutical industry AV gel is used in the treatment of inflammation, ulcers, cancer, and diabetes[23,24]. An experimental study conducted on cotton woven fabric with AV gel included that applied a 100% impregnation process at 1%, 3%, 5%, and 7% concentrations, respectively, under 2kg/cm2 pressure, at 85℃ temperature for 5min. After, it was dried, and fixed at 150℃ temperature for 2 min. In short, a pad-dry cure process was applied. As a result, it was determined that AV gel had effective antibacterial activity on cotton woven fabric at a concentration of 3% and above. Moreover, TS, whiteness index, and washing fastness values decreased[27]. An experimental study on silk/lyocell (50/50) woven fabric with AV gel included that applied an 80% impregnation process at 75% concentration, 80℃ temperature for 3min. After, it was dried, and fixed at 110℃ temperature for 2min. In short, a pad-dry cure process was applied. As a result, it was determined that AV gel had antibacterial activity on silk/lyocell woven fabric for up to 25 washes[28]. An experimental study conducted on cotton woven fabric with AV gel included that applied an 80% impregnation process at 5% concentration, 80℃ temperature for 2h. After, it was dried, and fixed at 120℃ temperature for 2 h. In short, a pad-dry cure process was applied. As a result, it was determined that AV gel provided superhydrophobicity on cotton woven fabric and its contact angle with water decreased as the temperature increased[29].
An experimental study conducted on cotton woven fabric with AV gel included that applied an 80% impregnation, fry, and fix processes at pH 5.5, 3, and 7% concentrations, respectively, 80℃ temperature for 1 h. In short, a pad-dry cure process was applied. As a result, it was determined that AV gel had an antibacterial activity of over 90% on cotton woven fabric at 3% concentration and 99% and above at 7% concentration[30]. An experimental study conducted on cotton woven fabric with AV gel included that applied a 100% impregnation process at pH 5.5, 1:15 for M/L bath ratio, 2g/L, 4g/L, and 6g/L concentrations, respectively, under 2kg/cm2 pressure, 80℃ temperature for 3min. After, it was dried, and fixed at 150℃ temperature for 2min. In short, a pad-dry cure process was applied. As a result, it was determined that the antibacterial activity of the AV gel on the cotton woven fabric increased as the AV concentration increased. After, 10 washings, the antibacterial activity decreased from 58% to 38% and the thermal conductivity and air-permeability values decreased due to the increased in the coating thickness. Moreover, the decomposition temperature (Td) was determined as 350℃ temperature[31]. Therefore, the purpose of this research is to investigate and identify initiatives on agroforestry for textile fibers with surface modification and structural characterization of banana, enset, and sisal yarns, which were studied by different types of biochemical treatments. 3 different concentrations of alfa (α) amylase enzyme, and AV gel were used for this study. Sisal, enset, and banana fibers were used as raw materials and their biochemical treatment forms comparatively for their differences to detect thanks to some important test such as for moisture content (MC) (ASTM D2462), moisture regain (MR) (ASTM D2654), TS (ASTM D3822), and Scanning Electron Microscope (SEM) images (Magnification ratio varied ranging from x5,000 to x15,000 and applied electrical voltage value was 20kV).
2 MATERIALS AND METHODS
2.1 Materials
2.1.1 Sisal, Enset, and Banana Fibers
The fibres were collected and was studied from the leaf and mid-rib of the plants growing in different region of Ethiopia. Extracted neat sisal, enset, and banana fibers were shown in Figure 2A-2C respectively. EVO 40-SEM was used for analyzing leaf fibers morphologies. 5 kN load of Shimadzu universal TS tester was used to analysis the mechanical properties of leaf fibers.
|

Figure 2. Leaf Fibers. A: Sisal fiber, B: Enset fiber, C: Banana fiber.
2.1.2 AV Gel and Enzymes Used for Surface Treatments
(1) AV: AV leaves were collacted from different part of ethiopia and its gel was extracted from the leaves by hand; (2) α-amylase enzyme: α-amylase enzyme was bring from alfakimya share company from istanbul, Turkey. Used eco-friendly biochemicals were shown in Figure 3A to 3B.
|
Figure 3. Used eco-friendly Chemicals. A: α-amylase enzyme, B: AV gel.
2.1.3 Applied Tests on Sisal, Enset, and Banana Fibers
MC with used ASTM D2462 standart, MR with used ASTM D2654 standart, TS with used ASTM D3822 standart were applied as their tests on raw and their biochemical treatment samples. Moreover, SEM, which had also used magnification ratio varied ranging from x5,000 to x15,000, and applied electrical voltage value was 20 kV, were applied on raw and their biochemical treatment samples, too.
2.2 Methods
2.2.1 Leaf Fiber Extraction
The leaf fibers could be obtained by extracted the fibers from the leaf of the plant by mechanically decortication machine, and retting of the leaves continuously scratching by hand followed by washing, cleaning, and manual fiber separation. The beating action during extraction of the fibers by mechanical techniques would give a great attention by using non sharp knife in order to decrease their risk on fibers damage.
2.2.2 AV Gel Extraction
AV gel was obtained from AV leaves which was collacted from different part of Ethiopia, and its gel was extracted from the leaves by hand. After extracting its gel, it was collated and stored under well condition atmosphere to avoid contaaminations.
2.2.3 Biological Treatment of Leaf Fibers
The samples were treated with two different concentrations of-amylase enzyme solution and AV gel (1.5% weight / volume and 2.0%w/v). Applied procedures, The percentage of used biochemicals, processes, equipments, and tests was summerazed in Table 1.
Table 1. The Percentage of Used Biochemicals, Processes, Equipments, and Tests
Tasks |
Parameters |
Recipes for Treatments (% w/v) |
Equipments |
Tests |
Physical property tests |
Morphology, MC |
|
EVO-40 SEM, weighing balance |
MC (ASTM D2462), MR (ASTM D2654), TS (ASTM D3822), and SEM images (Magnification ratio varied ranging from x5,000 to x15,000 and applied electrical voltage value was 20 kV) |
Biological treatments |
Enzymatic treatment |
-amylase enzyme (1.5%w/v, and 2.0%w/v) treatment for 1h at a temperature of 35±2℃ with 20:1 material to liquid ratio |
Cooker, beakers, spoon, measuring cylinder, and drying oven |
MC (ASTM D2462), MR (ASTM D2654), TS (ASTM D3822), and SEM images (Magnification ratio varied ranging from x5,000 to x15,000 and applied electrical voltage value was 20kV) |
Biological treatments |
AV gel treatment |
1.5%w/v. and 2.0% w/v, AV gel was used at RT for 1h with MLR=1:20 |
Low-speed mechanical agitator was used to convert the aloe gel into the desired viscosity level |
MC (ASTM D2462), MR (ASTM D2654), TS (ASTM D3822), and SEM images (Magnification ratio varied ranging from x5,000 to x15,000 and applied electrical voltage value was 20kV) |
3 RESULTS AND DISCUSSION
3.1 Influence of Biological Treatment on MC
The major problem with most leaf and bast fibers like sisal, banana, and enset fibers had very low moisture holding capacity due to their hygroscopic properties. They absorbed more moisture when the fibers were exposed to water (aqueous solution) and they lost their moisture when the surrounding atmospheric condition was dry (increased temperature). Table 2 revealed that when sisal, banana and enset fibers were treated with different type of bio-chemicals and their MC were significantly enhanced by increasing their moisture retaining capacity for advanced technical textile application especially geo-textile and agro-textile. The test result revealed that the MC of sisal fiber was treated with bio-chemical improved from 9.08% to 11.93% while enset fiber was changed from 10.10% to 12.36%. This result revealed that when the leaf fibers were immersed in moisture and initially more water molecules can diffuse into the fiber. These phenomena helped to form hydrogen bonds between the hydroxyl groups of the leaf fibers and water molecules but absorbed moisture did not retain in the fibers for the desired periods. These drawbacks of leaf fiber limited their application in goe-textile and other technical textile sectors. At lower and higher concentrations of AV gel, and α-amylase enzyme treatments, both enset and sisal fibers had better moisture retaining capacity than banana fiber and their neat fibers for geo-textile and agro-textile manufacturing. Because treatments of these leaf fibers with AV gel and enzyme were removed waxes, lignin, and immature hemicellulose present on the fibers, which results the sisal and enset fibers would absorb the desired percent of moistures.
Table 2. MC and MR of Leaf Fibers after Treatments
Type of Treatment |
Sisal Fiber |
Enset Fiber |
Banana Fiber |
||||
MC (%)* |
MR (%)** |
MC (%) |
MR (%) |
MC (%) |
MR (%) |
||
Neat fiber |
- |
9.08 |
11.87 |
10.10 |
11.29 |
9.63 |
10.97 |
AV gel Treatments |
1.5% (w/v) |
10.75 |
11.14 |
11.03 |
11.45 |
9.98 |
11.17 |
2.0% (w/v) |
11.64 |
11.91 |
12.21 |
12.01 |
10.79 |
11.96 |
|
Enzyme treatments |
1.5% (w/v) |
10.98 |
11.36 |
11.81 |
12.96 |
10.84 |
11.80 |
2.0% (w/v) |
11.93 |
12.90 |
12.36 |
13.31 |
11.23 |
11.94 |
|
Notes: *MC=Moisture Content, **MR=Moisture Regain.
3.2 Morphological Effect of AV Gel and α Enzyme Treatment
The biochemical treatment of leaf fibers by AV gel, and α-amylase enzyme with optimum concentrations of AV gel and α-amylase enzyme had a significant modification in the surface and the morphology of leaf fibers. Sisal, enset, and banana fiber were shown in Figure 4 up to Figure 5 respectively.
|
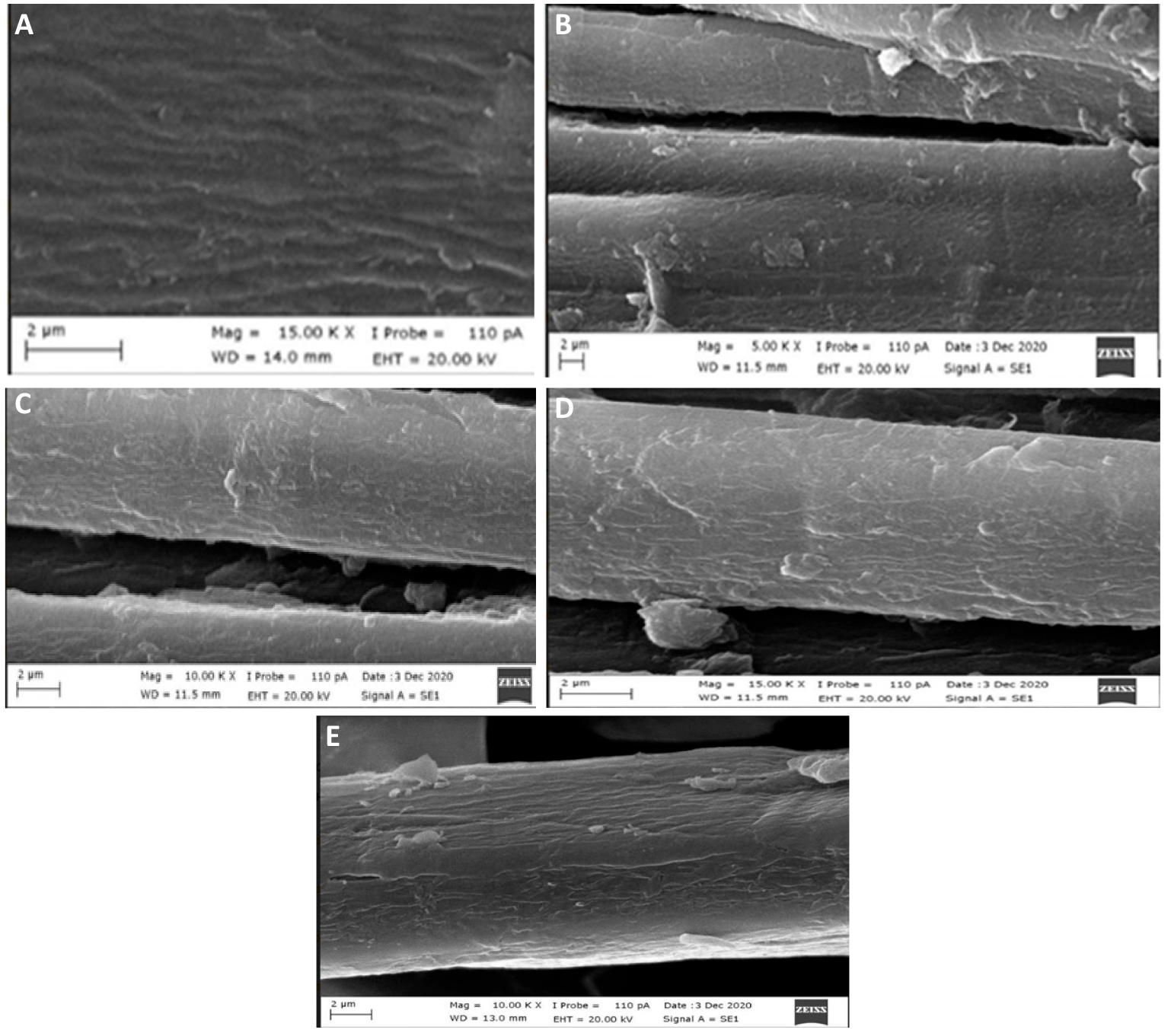
Figure 4. SEM Views of Sisal Fiber. A: Untreated fiber, B: 1.5%w/v α-amylase enzyme-treated, C: 2.0%w/v α-amylase enzyme-treated, D: 1.5%w/v AV gel-treated, E: 2.0%w/v AV gel-treated.
|
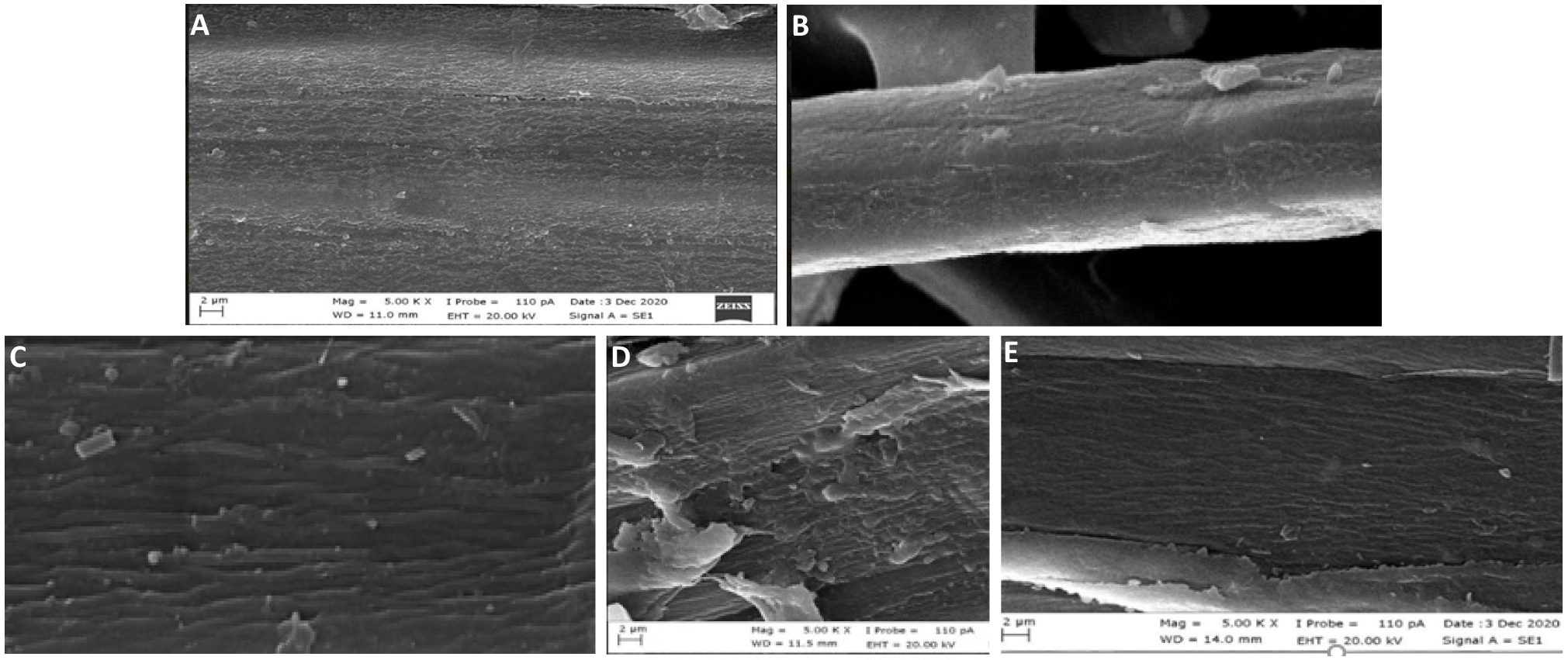
Figure 5. SEM Views of Banana Fiber. A: Untreated fiber, B: 1.5%w/v α-amylase enzyme treated, C: 2.0%w/v α-amylase enzyme treated, D: 1.5% w/v AV gel-treated, E: 2.0% w/v AV gel-treated.
The morphological view shown in Figure 4B-4E, Figure 5B-5E, and Figure 6B-6E revealed that the surface of the sisal, banana, and enset fibers were modified and formed both cross-sectional, and longitudinal cavity, which helped to enhance both their spinnability, and moisture retainability of these fibers during sisal, banana, and enset yarn manufacturing for technical textile applications, especially geo, and agro-textile sectors. The surface modification of enset, and banana fiber showed higher morphological modification than sisal fiber due to their high content of immature hemicellulose. They were shown in Figures 5 and 6. Moreover, the SEM view revealed that α-amylase enzyme gave better surface modification than AV gel for all fiber samples.
|
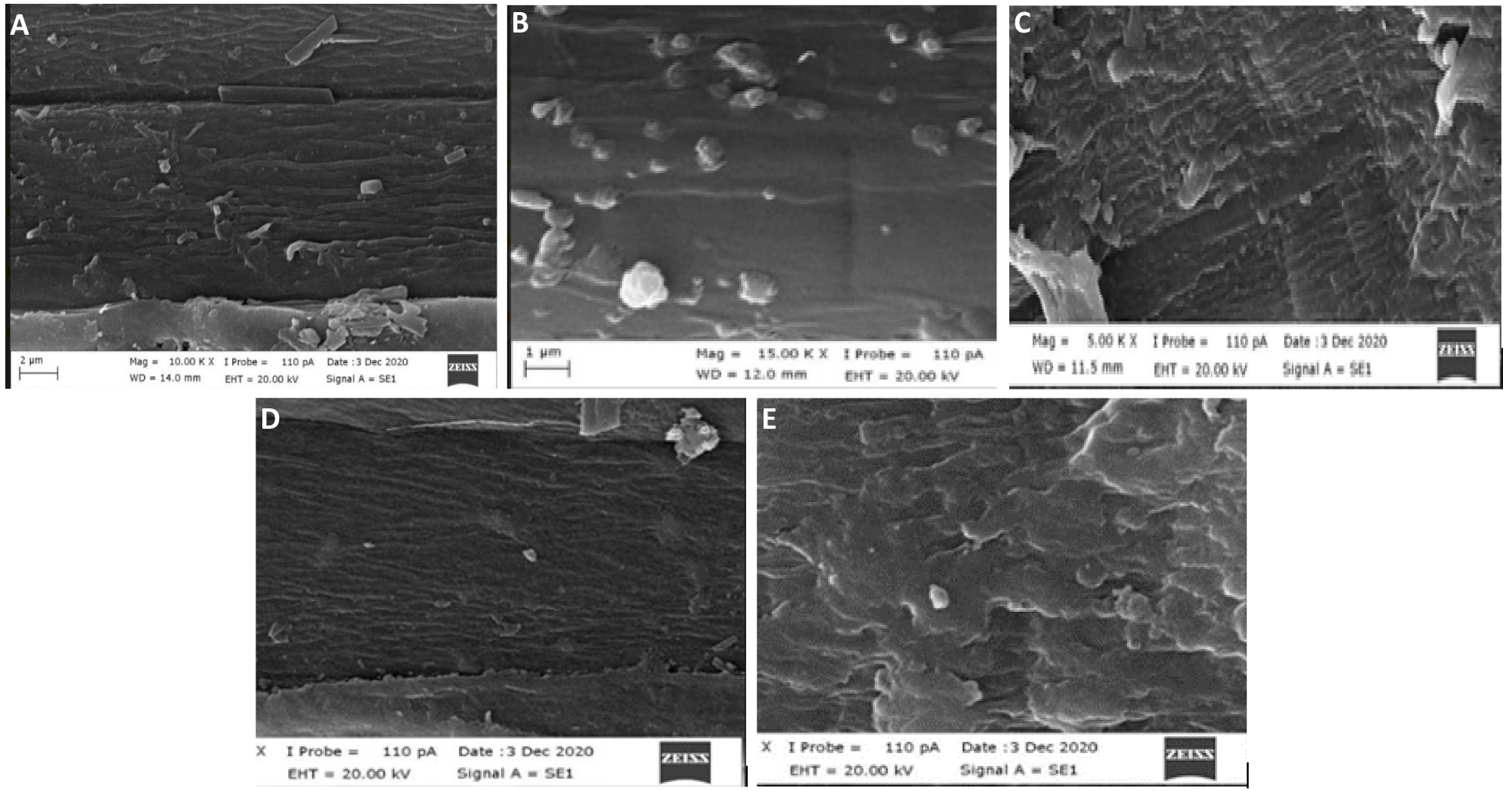
Figure 6. SEM Views of Enset Fiber. A: Untreated fiber, B: 1.5%w/v α-amylase enzyme-treated, C: 2.0%w/v α-amylase enzyme-treated, D: 1.5%w/v AV gel-treated, E: 2.0%w/v AV gel-treated.
3.3 Influence of Biochemical Treatment of Leaf Fibers on their Mechanical Strength
The experimental test results shown in Table 3 shown sisal, banana, and enset fibers showed a remarkable difference on the mechanical strength, and percentage of elongation when the fibers were treated with different concentration of bio-chemicals. Subsequently treatments of leaf fibers with AV gel were additionally softened the fibers to enhance their spinnability for manufacturing of geo and agro technical textile materials. Effect of biochemical treatment on mechanical strength of banana, enset, and sisal fibers were shown in Table 3.
Table 3. Effect of Biochemical Treatment on Mechanical Strength of Sisal, Banana, and Enset Fibers
Samples |
Banana Fiber |
Enset Fiber |
Sisal Fiber |
|||
TS*(N) |
Elongation at break (EB)** (%) |
TS*(N) |
EB** (%) |
TS*(N) |
EB** (%) |
|
Neat fiber |
178.17 |
5.20 |
169.93 |
8.16 |
210.55 |
4.74 |
Enzyme treatment |
||||||
1.5% (w/v) |
216.82 |
5.98 |
209.93 |
5.28 |
233.02 |
4.61 |
2.0% (w/v) |
239.50 |
6.32 |
228.41 |
6.67 |
255.29 |
4.03 |
AV gel treatment |
||||||
1.5% (w/v) |
209.71 |
5.12 |
212.67 |
7.30 |
216.70 |
6.02 |
2.0% (w/v) |
221.15 |
5.89 |
219.49 |
6.65 |
230.19 |
6.89 |
Notes: TS*=Tensile strength, EB**=Elongation at break.
The test result revealed that sisal and banana fibers had better mechanical performance than enset fiber. When the leaf fibers were treated with α-amylase enzyme, the ultimate TS of sisal and banana fibers were observed 255.29N, and 239.50N, respectively were shown in Table 3. The TS of the sisal, and banana fibers were improved by 20% and 34% thanks to biochemical modification respectively. Sisal fibers had better biochemical modification because of their internal structure and mostly crystalline cellulose (70%) constituents. Similarly, the breaking elongation properties of sisal, and banana fibers were significantly enhanced while it was reduced for enset fiber. This was due to the variation of hemicellulose and lignin.
4 CONCLUSIONS
This research was giving a brief highlight about biochemical modification of leaf fibers for geo, and agro technical textile applications. The study revealed that biochemical treatments of leaf fiber with optimum concentration of AV gel and α-amylase enzyme were improved and enhanced their physical and mechanical properties. Biochemical treatment of leaf fiber improved moisture absorption properties of the geo, and agro textile materials. Moreover, softening of leaf fiber with AV gel had a significant effect on their mechanical strength especially TS and elongations of the fibers. The TS of sisal fiber was improved by 20% while the TS of banana and enset fibers were improved by 34% when treated with optimum level of biochemicals.
The experimental test revealed that enzymes used beyond the desired concentration and amount significantly affect the mechanical strength of leaf fibers with a large percentage of weight loss.
Acknowledgements
The authors would like to express our deep gratitude and sincere thanks to the department of Textile Engineering at Wollo University, Ethiopia, and Bursa Uludag University, Turkey.
Conflicts of Interest
The authors declared there had no conflict of interest.
Author Contribution
Turşucular ÖF was responsible for conceptualization, research methodology, reviewing, and editing the manuscript. Temesgen AG was responsible for data analysis and writing the original draft.
Abbreviation List
AV, Aloe-vera
EB, Elongation at break
MC, Moisture content
MR, Moisture regain
SEM, Scanning electron microscope
Td, Decomposition temperature, unit of temperature degree
TS, Tensile strength
w/v, Weight / volume
References
[1] Umamageshwari S, Manonmani G. Evaluation on natural fibers and its properties. Turk J Comput Math Educ, 2021; 12: 1590-1592.[DOI]
[2] Dunne R, Desai D, Sadiku R. A Review of Natural fibres, their Sustainability and Automotive Applications. J Reinf Plast Comp, 2016; 35: 1041-1050.[DOI]
[3] Akter N, Das SC, Grammatikos SA et al. Development of sustainable jute geotextiles by bitumen emulsion and polyester resin: Effect of gamma radiation. J Eng Fiber Fabr, 2021; 15: 1-11.[DOI]
[4] Ramesh M, Palanikumar K, Reddy KH. Plant fibre-based bio-composites: sustainable and renewable green materials. Renew Sust Energ Rev, 2017; 79: 558-584.[DOI]
[5] Zimniewska M, Wladyka-Przybylak M, Mankowski J. Cellulosic bast fibers, their structure and properties suitable for composite applications. In: Cellulose Fibers: Bio- and Nano-Polymer Composites. Springer Publishing: Berlin, 2011; 97-119.
[6] Aldalbahi A, El-Naggar ME, El-Newehy MH et al. Effects of Technical Textiles and Synthetic Nanofibers on Environmental Pollution. Polymers, 2021; 13: 155.[DOI]
[7] Lee HV, Hamid SBA, Zain SK. Conversion of lignocellulosic biomass to nanocellulose: structure and chemical process. Sci World J, 2014; 2014: 1-20.[DOI]
[8] Agrawal BJ. Geotextile: it’s application to civil engineering-overview: Proceedings of the National Conference on Recent Trends in Engineering & Technology. Gujarat, India, 13-14 May 2011.
[9] Ghosh SK, Bhattacharyya R, Mondal MM. A review on jute geotextile. Int J Res Eng Technol, 2014; 3: 378-386.[DOI]
[10] Celis OC. Viability of Pineapple Leaves as an Alternative Natural Fiber. Regional Conference in Civil Engineering: Proceedings of The Third International Conference on Civil Engineering Research. Surabaya, Indonesia, 1-2 August 2017.[DOI]
[11] Abdullah ABM. Jute Geotextiles and Their Applications. Dhaka, Bangladesh. 2 June 2008; 1-33.[DOI]
[12] Chitaria J, Raol J. Application of Geo-Textiles in Road Construction. Emerging Research and Innovations in Civil Engineering (ERICE-2019), 2019; 274-278.[DOI]
[13] Santvoort GV. Geotextiles and Geomembranes in Civil Engineering Revised Edition. Balkema Publishers: Boca Raton, USA, 1994.
[14] Ko FK. Chapter: Nanofiber Technology: Bridging the Gap between Nano and Macro World. In: Nanomaterials Handbook. Kluwer Academic Publishers: Anatalia, Turkey, 2003; 1-19.
[15] ASTM. Annual Books of ASTM Standards, American Society Testing and Materials, Philadelphia, Pennsylvania. Soil and Rock 4(8), Soil and Rock Geosynthetics, 2009; 7:1-6.
[16] Paul JS, Gupta N, Beliya E et al. Aspects and recent trends in microbial α-amylase: a review. Appl Biochem Biotech, 2021; 193: 2649-2698.[DOI]
[17] Mojsov KD, Andronikov D, Janevski A et al. Production and application of α-amylase enzyme in textile industry. Tekstilna Ind, 2018; 66: 23-28.
[18] Hao L, Wang R, Fang K et al. Ultrasonic effect on the desizing efficiency of α-amylase on starch-sized cotton fabrics. Carbohyd Polym, 2013; 96: 474-480.[DOI]
[19] Szabo OE, Csiszar E, Koczka B et al. Enhancing the accessibility of starch size and cellulose to enzymes in raw cotton woven fabric by air-plasma pretreatment. Text Res J, 2016; 86: 868-877.[DOI]
[20] Mojsov K. Enzymatic desizing, bioscouring and enzymatic bleaching of cotton fabric with glucose oxidase. J Text I, 2019; 110: 1032-1041.[DOI]
[21] Madhu A, Chakraborty JN. Developments in application of enzymes for textile processing. J Clean Prod, 2017; 145: 114-133.[DOI]
[22] Chirila L, Popescu A, Cutrubinis M et al. The influence of gamma irradiation on natural dyeing properties of cotton and flax fabrics. Radiat Phys Chem, 2018; 145: 97-103.[DOI]
[23] Semerel J, John N, Dehaen W et al. Valorization of Aloe barbadensis Miller.(Aloe vera) Processing Waste. J Renew Mater, 2023; 11: 1031-1061.[DOI]
[24] Rajeswari G, Jacob S. Deciphering the aloe vera leaf rind as potent feedstock for bioethanol through enzymatic delignification and its enhanced saccharification. Ind Crop Prod, 2020; 143: 111876.[DOI]
[25] Mosaad MM. New Approaches of utilization Aloe vera in Wet Processing of Textiles. Egypt J Chem, 2021; 64: 5387-5396.[DOI]
[26] Mondal IH, Saha J, Rahman A. Functional applications of aloe vera on textiles: A review. J Polym Environ, 2021; 29: 993-1009.[DOI]
[27] Ali SW, Purwar R, Joshi M et al. Antibacterial properties of Aloe vera gel-finished cotton fabric. Cellulose, 2014; 21: 2063-2072.[DOI]
[28] Mariyam A, Jeyakodi MJ. Performance and Characterization of Aloe Vera Microcapsules on Silk / Lyocell Blended Fabric. Text Appar, 2020; 29: 317-321.[DOI]
[29] Chauhan P, Kumar A. Development of a microbial coating for cellulosic surface using aloe vera and silane. Carbohydr Polym Tech, 2020; 1:100015.[DOI]
[30] Mistry H, Mundkur S, Tulshyan A. Antibacterial treatment on cotton fabric from Aloe vera. Int J Polym Text Eng, 2020; 7: 54-58.[DOI]
[31] Mondal IH, Saha J. Antimicrobial, UV resistant and thermal comfort properties of chitosan-and Aloe vera-modified cotton woven fabric. J Polym Environ, 2019; 27: 405-420.[DOI]
Copyright © 2024 The Author(s). This open - access article is licensed under a Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, sharing, adaptation, distribution, and reproduction in any medium, provided the original work is properly cited.


