Optimization Techniques for Multi-Component Materials
Victor Vasnetsov1*, Catherine Vasnetsov1
1Chemistry Department, Caribbean Environmental and Development Institute, San Juan, Puerto Rico, USA
*Correspondence to: Victor Vasnetsov, Research Fellow, Chemistry Department, Caribbean Environmental and Development Institute, 6 Ave, Universidad Suite 503, San Juan, Puerto Rico 00925, USA; E-mail: VV@c-edi.org
Abstract
Objective: This paper investigates a range of optimization approaches for advanced composite structural items made of polymers with inclusion of specially formulated glass fibers (GFs) (either continuous linear strands or mesh matrix).
Methods: Ridged polymer test panels were tested for flexural strength using variable loads (ASTM D790 standard). Tested variables included: (a) thickness and amount of GF dispersed within polymer matrix, (b) addition and placement of open mesh woven element on open flat surfaces of polymer panel, and (c) addition and selective placement of tension setters on ridges.
Results: Optimal amounts of additives, design and compositions were determined for strength and impact resistance of polymer composites. Tension setters were found to be best embedded in laterally extending rib elements of composite structure, preferably as end-portions of rib elements. Open mesh woven element should be placed strategically within polymeric body to provide impact strength where needed the most.
Conclusion: These optimized composite structural designs showed higher strength (up to 331% of the base polymer), higher impact resistance (up to 551% of the base), with additional benefit of reduced weight by 15-21%, as compared to conventional polymer panels.
Keywords: glass fiber-reinforced, polymer composite
1 INTRODUCTION
1.1 Polymer Base for Compounds
Synthetic thermoplastic polymers have a highly attractive spectrum of physical properties: light weight, low cost, flexibility in processing and shaping[1]. PP is the second largest commodity thermoplastic polymers in the world after polyethylene[2]. With recent innovation in process and product technology, PP has been successfully replacing other non-polymer products, including metals, paper and wood in many consumer and industrial applications. Unfortunately, PP and most of other pure synthetic polymers have fairly low resistance to high temperature and often lower strength than required in durable industrial applications. There are several methods to improve PP properties, with use of fillers and fibers[3].
Fillers are finely grinded powders dispersed in polymer matrix during roto-blending, and this helps in improving thermal resistance and lowering the cost, but micro fillers does not help structural strength. Addition of synthetic inorganic fibers (glass, ceramic, carbon etc.) improves both thermal and dimensional stability of plastic parts[4]. GFs stand out among other filler fibers due to low cost, low density / high performance combination and versatility in end-applications[5,6].
1.2 GF as an Effective Reinforcer
GF is the reinforcement agent most used in PP based composites[7]. Compared to other fibers (carbon fiber, aramids) GF is inexpensive, easy to produce, transport and easy to handle in mechanical blending process with PP and other polymer substrates. Main advantages of GFs are in combination of high tensile strength, high chemical resistance, and insulating properties[8]. The disadvantages include low tensile modulus, relatively high density (hence added weight to polymer composite), sensitivity to abrasion during handling, low fatigue resistance, and high hardness[9]. Still, overall GF is the best reinforcer in most typical industrial applications.
1.3 Recent Advances in Fiber-glass Reinforced PP Composites
Glass fiber reinforced polymer (GFRP) composites have the advantages of high stiffness, high specific strength, good durability, low material cost and strong designability - all very important and widely used in building materials, railways, aerospace, automobiles and other fields[10]. In most corrosive environments (including ocean salt in marine applications), GFRP composites have better corrosion resistance than alloy materials[11]. A major performance factor is fracture toughness, which is the resistance to fracture and capacity of a composite material to absorb impact force or energy[12]. Thermoplastics are typically ductile, while thermosets are usually brittle upon sudden impact. However, many durable industrial applications have much higher requirements for stress resilience. Specifically, in transportation pallets application, thermoplastic pallets would have to compete with pallets made of wood or aluminum (depending on a given application). Thus, compared to wood or aluminum, most un-reinforced thermoplastics naturally are more susceptible to brittle type of fracture with low fracture toughness which could limit their performance, especially for long-term and special applications[13,14].
|

Figure 1. A typical non-reinforced plastic pallet.
Replacing even a small percentage of wooden pallets with much more durable plastic pallets would allow saving millions of hardwood trees, thus positively contributing to both avoidance of additional CO2 generation during burning of broken wooden pallets and reduction in atmospheric CO2, due to absorption of atmospheric CO2 by growing pine forest.
Plastic pallets are made by large scale molding or extrusion processes, thus they have inherent design flexibility, as shown in Figure 1. Besides design flexibility, plastic pallets have additional benefits vs typical wooden pallets:
Tougher and Stronger: A high-quality plastic pallet holds much more weight than wood: up to 170% of the wooden pallet long-term storage capability (depending on a plastic pallet’s design). It easily carries double the Grocery Manufacturers Association load standard of 2,800 pounds.
Lighter weight: Plastic pallet weighs 48-50 pounds, while comparable size wood pallets weigh 65 pounds or more (depending on wood density). Hence, plastic pallets are safer for employees’ heath during handling pallets. Lighter weight also saves on transportation costs of pallets.
Cheaper: Longer useful life of a plastic pallet translates to a 30% lower cost per pallet (plastic vs wood).
However, performance and durability of plastic pallets could be and should be further improved, notably in impact resistance for particularly demanding applications, where the typical plastic pallets still can’t function well enough over the long-required time periods.
The useful life of standard plastic pallets depends on the specific types of loading (heavy-duty or light, consistent or highly variable), mode of use (long steady storage or frequent transport) and the degree of care of handling during transport, notably loading and unloading. Since these factors are not known for plastic pallet manufacturers and not tracked by the end-user of the pallet, there is a fairly wide range of estimates. Non-reinforced plastic pallets typically survive 80-120 loaded trips vs <15-20 trips for wooden pallets, before pallets get broken and taken out of service. The only controlled method for extending the useful life of a plastic pallet is to define a novel composition (its components) and innovative design for the composite pallet to become more resilient to the most typical external factors: steady heavy pressure and sudden shocks.
The focus of this research project was to evaluate the impact of composition and design features of polymer composite samples on their flexural strength and stress impact resistance. This knowledge would enable the development and production of a new generation of highly durable reinforced plastic pallets for transportation and storage of consumer and industrial goods.
2 METHODS AND MATERIALS
In another contrast to wood pallets (which come naturally in one type and can’t be improved), plastic pallets could be further modified by inclusion of additional elements during the polymer molding step. This paper presents results of stress-testing analysis as optimization enabler of composition for GF-reinforced polymers using novel technology of tensile members (TMs) and impact members (IMs), as showing in Figure 2.
|
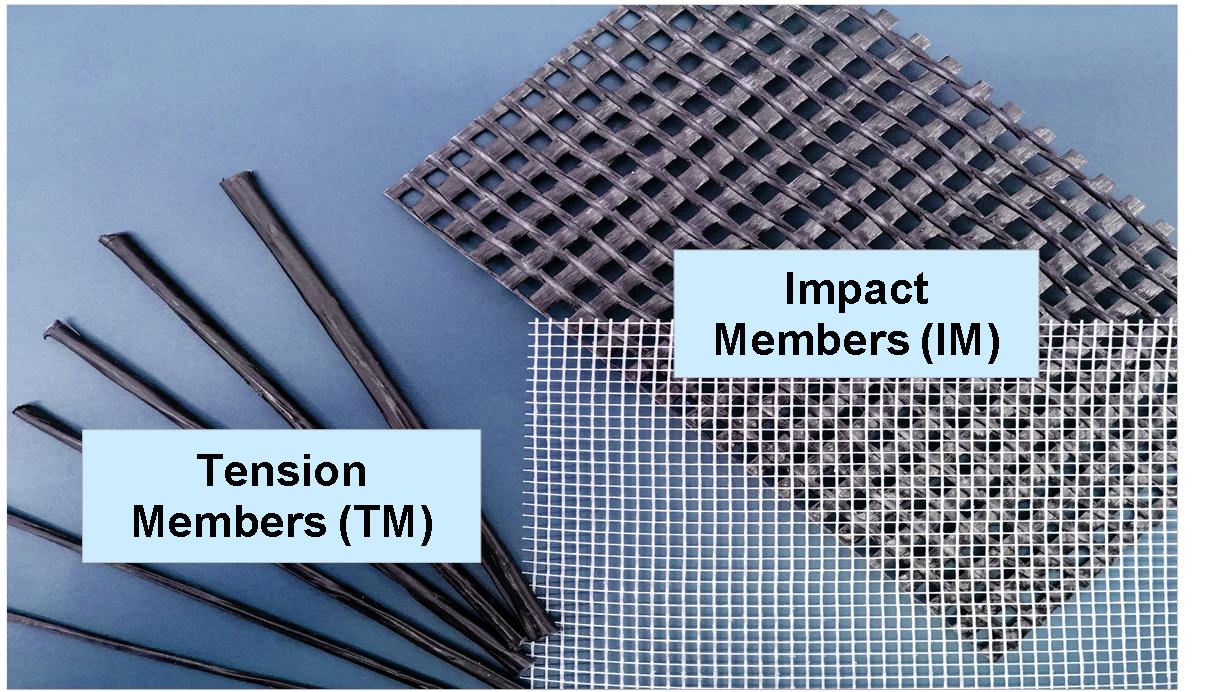
Figure 2. Key components of advanced fiber reinforcements.
Typical reinforcements in a molding compound are GF chopped reinforcements of 1 to 12mm in length, while diameters vary between 12 and 20mm. Stress on a molded part made with these reinforcing GFs is transferred from fiber filament to fiber filament through the base thermoplastic resin. The strength of a molded part therefore determined by the bonding of the thermoplastic resin to the reinforcing fiber and the strength of the thermoplastic resin itself.
2.1 Materials Used for Polymer Composites
Mesh allows for base molding compound to flow through and encapsulate within the molded part. It allows for quality surface finish of molded part, and improves wall strength significantly in deflection and impact. Further improvements could be achieved when polymer mesh is used in conjunction with TMs, as shown in Figure 3.
|
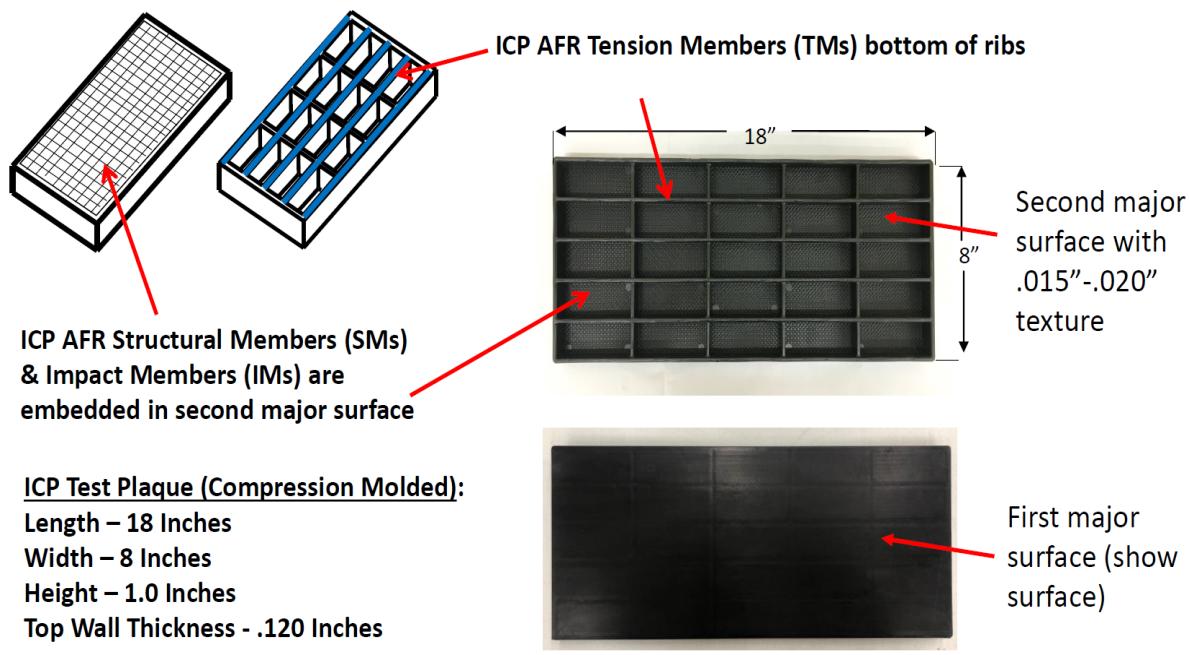
Figure 3. Plastic test panel with selective reinforcements.
Advanced fiber reinforcement (AFR) are continuous length reinforcing GFs embedded or encapsulated within thermoplastic resin. Since reinforcing fibers have continuous length, the induced stress is transferred along the entire length of the AFR without going through the lower strength thermoplastic resin. Thermoplastic resins have tensile strengths of 5,000 to 15,000 pounds per square inch. In contrast, GF has a tensile strength of as high as 300,000 pounds per square inch. This huge differential in tensile strengths can be very helpful when designing a larger molded part for challenging industrial applications - notably where a polymer part is expected to be under continuous mechanical stress[15,16].
2.2 Polymer Processing Methods
Compression molding of thermoplastic composite materials was the main processing method researched in this paper, as shown in Figure 4. The important practical benefit of using compression molding is that the mold opens and closes in a horizontal fashion, thus allowing for gravity to keep the AFRs in place during the molding / shaping of the molded article. This method is particularly relevant and common for production and testing of larger structural parts, notably for automotive and consumer goods industries[17,18].
|
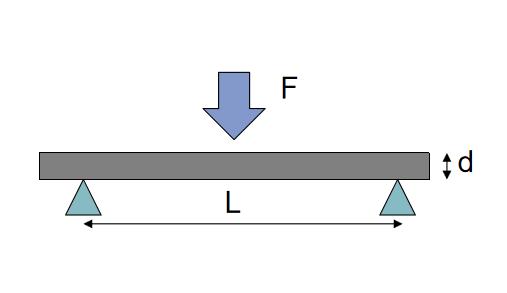
Figure 4. Flexural stress testing.
Main equipment for composite samples preparation and testing included Brabender TwinLab-C 20/40 compounder (for preparation of polymer pre-mixed samples), Instron 68TM-10 (for flexural tests), Macrodyne Molding machine (for making molded 3-D parts) and Instron 9400 (for drop weight impact tests).
Injection molding was using another polymer processing methodology tested in AFRs application. The main practical concern with injection molding is that the mold normally operates in a vertical fashion, thus making it more difficult to “hold” AFRs in the mold during processing.
Other processing methods such as Structural Foam Injection Molding, Injection / Compression Molding, Thermoforming and others may also benefit from the use of AFRs; and these methodologies will be investigated further in additional future research.
2.3 Polymer Testing Methods
All components were laid out within a mold form, then molded by a powerful compression machine into single large composite test sample. All samples were tested by destructive flex and pressure stress methods: applying maximum pressure before breaking them, determining “max pressure to failure”. In a 3-point bend test, the convex side of the sheet or plate is placed in tension, and the outer fibers are subjected to maximum stress and strain, as shown in Figure 5). Failure will occur when the strain or elongation exceeds the material's limits, using a three-point flexural test[19].
|
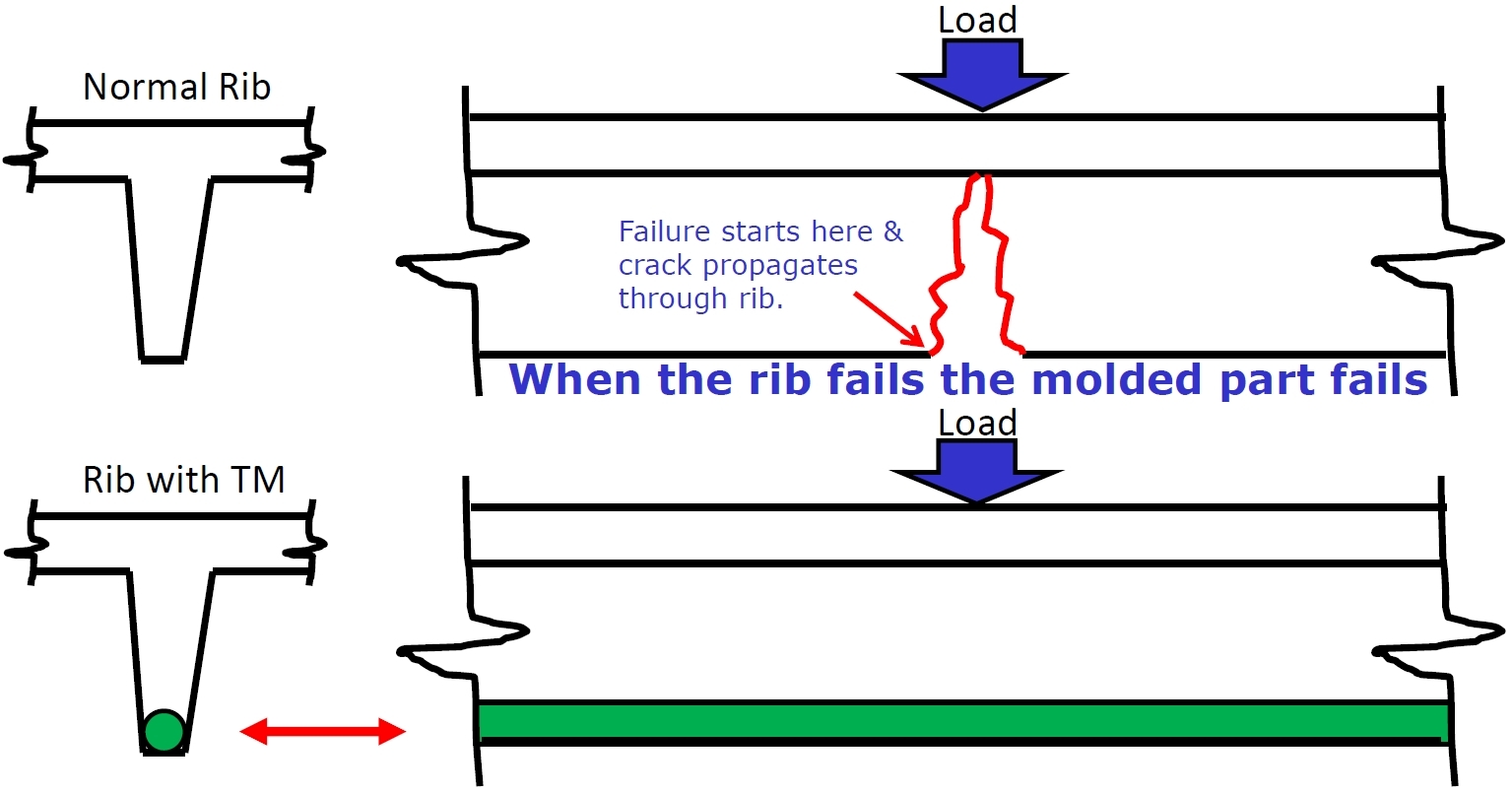
Figure 5. Innovative design of a rib with TM.
For a rectangular sample under a load in a three-point bending setup, calculation is the following:
|
σ = Stress at midpoint, F = the load (force) at the fracture point (N), L = the length of the support span, b = width, d = thickness.
3 RESULTS
GF reinforced plastics can be divided into few categories based on the fiber aspect ratio:
● Short fiber reinforced plastics for injection molding, with average fiber length of <1mm.
● Long fiber reinforced thermoplastics for injection and extrusion compression molding, with average fiber length in the 10-25mm range in the molded part.
● Continuous fiber reinforced products (essentially two-dimensional GF fabric) for compression molding.
Basic PP-based compound with added carbon black (without GF or other added reinforcements) was used as the control composition. The performance of all other composites (with single or several combined reinforced additives) was measured against the control.
3.1 Effect of Reinforcing with Added Members
An innovative method of reinforcement with TM was developed which was proven to improve the strength of all rib designs; however, some rib designs show better improvement than others. The number of fiber filaments within a TM will also have a significant bearing on the amount of improvement of performance within a given rib design, as shown in Figure 6.
|
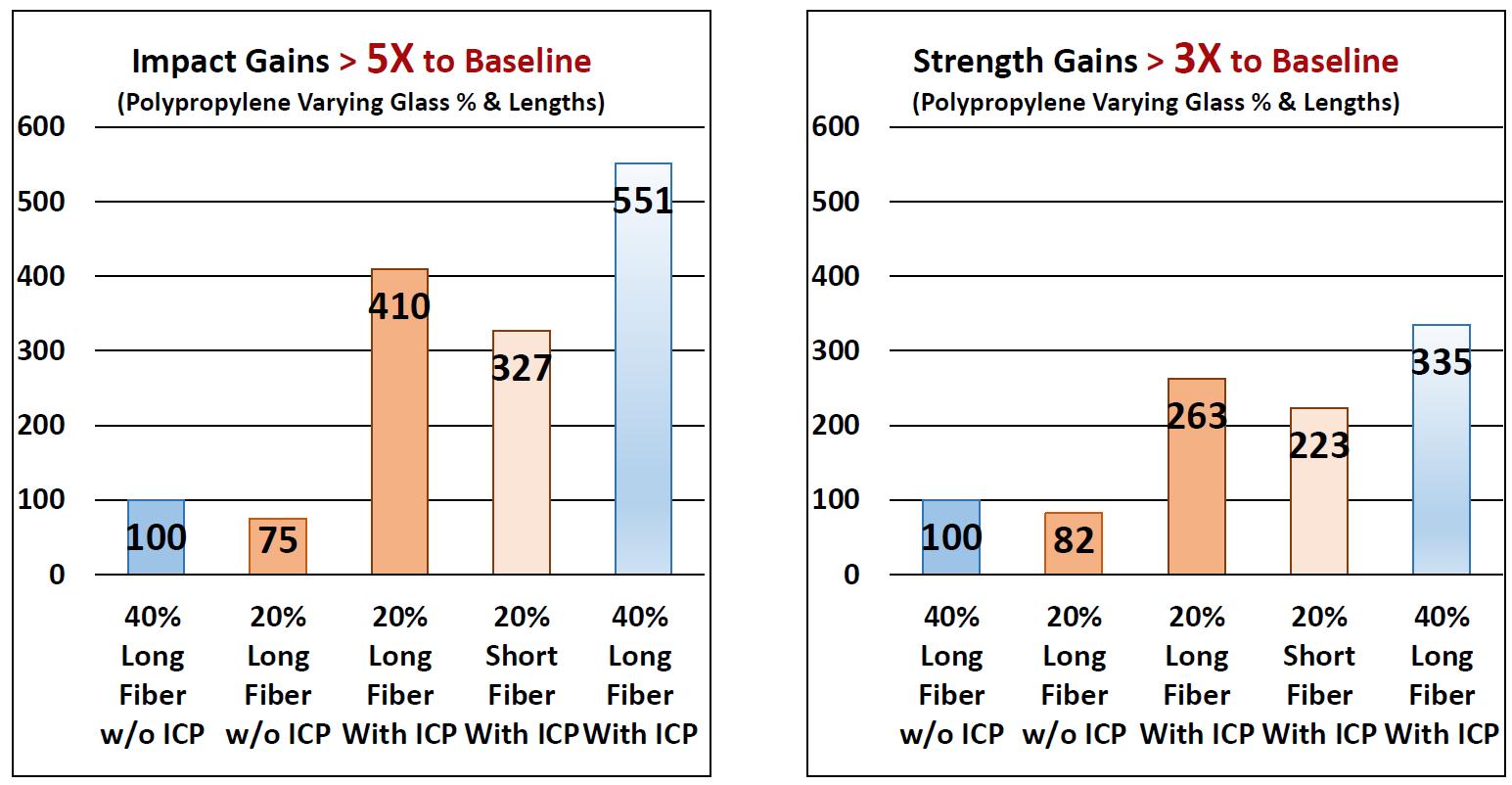
Figure 6. Effect of designed placement of reinforcements on resilience.
Many different rib designs (i.e. length and width of a rib) were tested. Tables 1 and 2 shows a test example of a TM with glass filaments and a rib design coupled with AFR TM. A range of various rib designs (i.e. different rib heights and widths) was tested utilizing TM reinforced with 4,000, 8,000 and 12,000 GF filaments and placed at the end of each rib. This design improves the strength of a rib by as much as 300% - which is major improvement, with significant positive practical implications. Increase in the amount of GF from 20% to 30% and 40% resulted in improvement in stress resistance by 12% and 24% respectively, as shown in Table 1. Incorporation of TMs more than doubled stress resistance at all GF contents, as shown on Table 1.
Table 1. Flexural Test of Reinforced PP
Materials Content |
Pounds to Failure |
Improvement Due to TM |
|
Without TM |
With TM |
||
PP with 20% glass fiber |
554 |
1,158 |
109% |
PP with 30% glass fiber |
620 |
1,276 |
106% |
PP with 40% glass fiber |
686 |
1,395 |
103% |
Notes: Polymer: PP, polypropylene; TM, tensile member.
The molded test bars were tested in flex to optimize the ultimate flex strength improvement with each TM. Test bars were supported both under the rib and second major surface of the test bar. Representative test results with improvements in tensile strength are shown below in Table 2. Addition of reinforcing elements allowed improvement from 16% to 66%, depending on GF content (20% or 40%) and on presence of TMs and IMs in various amounts.
Table 2. Impact Test of Advanced Reinforced Plastic Materials with both TM and IM
Sample # |
Materials Content and Presence of TM and IM |
Foot-lbs to Failure |
Gain vs Base |
1 |
PP with 20% glass fiber (Base Case) |
32 |
0 |
2 |
PP with 20% glass fiber + Tensile Member (TM) |
37 |
16% |
3 |
PP with 20% glass fiber + TM + Impact Member (IM) |
42 |
31% |
4 |
PP with 40% glass fiber |
37 |
16% |
5 |
PP with 20% glass fiber + Tensile Member (TM) |
48 |
50% |
6 |
PP with 20% glass fiber + TM + Impact Member (IM) |
53 |
66% |
Short GFs are <1mm in length and are made in an extrusion process - which is simple and cheap. In contrast, long fibers are typically 12-15mm and are made via pultrusion, which is more expensive. However, long fibers provide 30% improvement in impact resistance and 18% improvement in strength. Higher GF content (40% vs 20%) improves strength by 27%. There is a trade-off, though: as glass has density of 1.5g/cm3, 67% higher than PP density of 0.9g/cm3, polymer composite with 40% glass is 12% heavier than 20% glass composite and is 27% heavier than neat PP. Despite heavier weight, GF composites improved impact and stress performance of pure PP by much larger amounts. Figure 6 shows direct comparison of long and short fibers in 20% and 40% weight content in the final extruded polymer composite. With further increase in GF content in the polymer composite (typically above 50%), the polymer mix becomes physically harder to process and causes much higher wear & tear for the typical polymer roto-mixing equipment. This requires more specialized and expensive polymer processing machines, along with frequent and costlier preventive and reactive maintenance to fix breakdowns.
Additional mono-dimensional rod reinforcement [labeled as integrated composites products (ICP) on Figure 6] provided additional boost in performance: >300% in strength and >500% in stress impact. Although implementation of rods during the composite mold preparation is initially manual, this extra step is fairly quick, simple and overall highly economic when the overall performance is considered.
Results of high-performance series are shown in Table 3 for series of samples with 40% content of long GF (most expensive and heaviest of all tested panels). Addition of TM (samples #2 - 4) improved impact resistance vs base sample #1 by 47% to 76% (depending on the amount of TMs used in a composite). Note that additional benefit impact is not linear: using double (#4) and triple (#3) amounts of TMs did not enhance impact resistance proportionately.
Table 3. Impact Test of Adding Cross-section Reinforcers
Sample # |
Composite Content |
TM |
IM |
Foot-lbs to Failure |
Gain vs Base |
1 |
PP with 40% glass fiber |
- |
- |
198 |
0 |
2 |
PP with 40% glass fiber |
4,000 TM |
- |
292 |
47% |
3 |
PP with 40% glass fiber |
12,000 TM |
- |
349 |
76% |
4 |
PP with 40% glass fiber |
8,000 TM |
- |
310 |
57% |
5 |
PP with 40% glass fiber |
8,000 TM |
+ |
531 |
168% |
6 |
PP with 40% glass fiber |
8,000 TM |
++ |
544 |
175% |
The lower part of Table 3 illustrates the effect of added IMs. Sample #5 and #6 improved impact resistance vs Sample #4 by 71% and 75% - again, a non-linear response, as Sample #6 had double amount of IMs.
These results confirm significant positive impact of adding TMs and IMs into the polymer composites. Notably, optimal amount of additions would depend on a particular end-use, given clearly non-linear relationship of amount and performance. This requires additional fine-tuning and optimization for finding optimal composition in each case.
3.2 Using Recycled Polypropylene (r-PP) Polymer Instead of Traditional Petrochemical Base PP Polymer
Given widespread and fast-growing trend of recycling plastics, a logical question is whether various types of r-PP could be used in this advanced polymer composites instead of virgin PP (obtained from a chemical polymerization reactor). Before answering this question, one should differentiate among various types of recycled plastics - as they vary in purity and properties.
3.2.1 Same Composition Products, Just Leftovers in Extrusion and Molding
This is by far the easiest to recycle product - as it is generated at the molding site (although in small amounts). This product has the same chemical and mechanical composition, has no foreign contaminants of any kind, hence it is fully compatible with the process and produces the same final properties when re-used. This “recycling” was already done consistently in all above experiments.
3.2.2 Post-industrial Packaging r-PP
This r-PP material is collected from very large industrial companies in form of once-used and discarded packaging film and large plastic containers (typically damaged beyond repair after a long use). Importantly, while this r-PP stream could contain some dirt and debris (which could be easily removed in cold wash step), it does not contain any food, oils or chemicals[20]. This r-PP was tested as the polymer base in our laboratory and produced generally comparable results to virgin PP base, although there was a wider variation, due to apparent wider variations in r-PP itself. These results with recycled PP are consistent with experience of wider performance range in other r-PP[21].
3.2.3 General Post-consumer r-PP
This is the widest-spec stream of r-PP, as it is likely was contaminated by contact with food, oils and chemicals - which compared to dirt, are much harder to remove completely, even after cold and hot wash stages. Even more challenging, amount of such contaminants could vary widely from batch to batch of recycled PP, which is challenging for running controlled composition experiments, and in some cases could lead to much reduced performance[22].
It is worth noting that despite PP being among the most popular plastic packaging materials in the world, only around 2-4% of PP is recycled in the USA. Unfortunately, this means most PP ends up in landfills, where it degrades very slowly over 20-30 years.
In general, PP recycling is both difficult and expensive (notably given that virgin PP is quite cheap). Quite often, it is hard to get rid of residual smell, absorbed by PP during in its first life or during its stay a garbage bin. In addition, recycled PP usually is black or grey (due to remaining impurities), making it unsuitable for prime packaging use. Hence, r-PP is usually used in plastic lumbers, park benches, auto parts, speed bumps, or other industrial applications[23].
3.2.4 Chemically Recycled PP
Basic polyolefins (both polyethylene and PP) can be chemically recycled by pyrolysis or gasification: decomposition at high temperature in presence of water steam and additives. This process is only recently emerging at pilot plant level, and not yet commercially available at a large scale. Consequently, chemically recycled PP is very expensive and it is more suitable for use in higher-value consumer packaging products. Chemically recycled PP is not suitable as raw material for plastic pallets, which are quite price sensitive group of products, where “green premium” requirements by customers are not common yet. Still, for completeness of the analysis, small amounts of chemically r-PP were tested and produced results very comparable to virgin PP composites, as could be logically expected. Natural plant-derived fibers represent another viable alternative for “greener composites” [24,25].
4 DISCUSSION
In comparison of short vs long GFs, long fibers provide 30% improvement in impact resistance and 18% improvement in strength. Higher GF content (40% vs 20% in polymer composite) improves strength by 27%, however it added 12% of incremental weight to composite.
Additional innovation included mono-dimensional rod reinforcement, which demonstrated additional boost in performance: >300% in strength and >500% in stress impact. This novel step in development of advanced polymer compositions adds significant economic value to the traditional composite plastic pallet, which are already a step-up vs plain PP molded parts[26-28]. Our results confirm significant positive impact of adding TMs and IMs into the polymer composites, although optimal amount of additions would depend on a particular end-use.
5 CONCLUSION
Recycled r-PP could be used in advanced reinforced plastics, certainly in-situ generated leftovers during operations (called “flash”) and potentially higher purity and consistency post-industrial r-PP. The initial test results confirmed that the mechanical recycling of higher homogeneity r-PP in itself had no significant effect on the performance of the fully recycled composites, which can be still successfully used for structural applications in the automotive and industrial applications.
Limitations of practical utility of observed improvements include ever present pragmatic concern about “cost-benefit” balance and “fit for purpose” in a given end-market and application. Due to their higher costs, the highest performing composites (with highest content of GF and additional reinforcing members) are suitable for certain premier niche applications.
The optimal number of additions depends on a particular end-use. Additional applied research is required for finding the optimal composition in each class of end-uses (depending on expected requirements for external stress factors).
Acknowledgements
The authors are grateful to Mr. D. Patel (ICP) for his contribution by suggestions on polymer composites’ design optimization. This work was supported by a grant from ChemBridges LLC.
Conflicts of Interest
The authors declared no conflict of interest.
Authors Contribution
Vasnetsov V was responsible for conceptualization, research methodology, reviewing and editing the manuscript; Vasnetsov C was reponsible for data analysis and writing the original draft.
Abbreviation List
AFR, Advanced fiber reinforcement
GF, Glass fiber
GFRP, Glass fiber reinforced polymer
ICP, Integrated composites products
IMs, Impact members
PP, Polypropylene
r-PP, Recycled polypropylene
TM, Tensile member
References
[1] Morampudi P, Namala KK, Gajjela YK et al. Review on glass fiber reinforced polymer composites. Mater Today, 2021; 43, 314-319. DOI: 10.1016/j.matpr.2020.11.669
[2] Feldman D. Polymer History. Des Monomers Polym, 2008; 11: 1-15. DOI: 10.1163/156855508X292383
[3] Shirvanimoghaddam K, Balaji KV, Yadav R et al. Balancing the toughness and strength in polypropylene composites. Compos Part B-Eng, 2021; 223: 109121. DOI: 10.1016/j.compositesb.2021.109121
[4] Singh MK, Tewari R, Zafar S et al. A comprehensive review of various factors for application feasibility of natural fiber-reinforced polymer composite. Results Mater, 2023; 17: 17-35. DOI: 10.1016/j.rinma.2022.100355
[5] Mohan KA, Dimple AN, Ashokavel S et al. Numerical investigation of mechanical properties of hybrid fiber reinforced polymer composites. Mater Today, 2022; 52: 2255-2263. DOI: 10.1016/j.matpr.2021.08.096
[6] Yu T, Zhang Z, Song S et al. Tensile and flexural behaviors of additively manufactured continuous carbon fiber-reinforced polymer composites. Compos Struct, 2019; 225: 45-62. DOI: 10.1016/j.compstruct.2019.111147
[7] Spencer LS, Plaver M, Crabtree S. Glass-filled propylene polymer composition. Patent No. US7235606B2, 2017.
[8] Etcheverry M, Barbosa SE. Glass fiber reinforced polypropylene mechanical properties enhancement by adhesion improvement. Materials, 2012; 5: 1084-1113. DOI: 10.3390/ma5061084
[9] Qi C, Lin S, Yan X. Damage calculation method for stress corrosion crack of glass fiber reinforced polymer composites. Compos Struct, 2023; 306: 116-132. DOI: 10.1016/j.compstruct.2022.116575
[10] Ku H, Wang H, Pattarachaiyakoop N et al. A review on the tensile properties of natural fiber reinforced polymer composites. Compos Part B-Eng, 2011; 42: 856-873. DOI: 10.1016/j.compositesb.2011.01.010
[11] Wang Z, Liu Y, Liu C et al. Understanding structure-mechanics relationship of high density polyethylene based on stress induced lattice distortion. Polymer, 2019; 160: 170-180. DOI: 10.1016/j.polymer.2018.11.054
[12] Hatti PS, Harisha P, Sampath KL. Study on flexural behavior of glass-fiber reinforced polymer matrix composite. Mater Today, 2022; 54: 159-162. DOI: 10.1016/j.matpr.2021.08.200
[13] Crema L, Sorgato M, Zanini F et al. Experimental analysis of mechanical properties and microstructure of long glass fiber reinforced polypropylene processed by rapid heat cycle injection molding. Compos Part A-Appl S, 2018; 107: 366-373. DOI: 10.1016/j.compositesa.2018.01.019
[14] Ferdous W, Manalo A, Peauril J et al. Testing and modelling the fatigue behaviour of GFRP composites–Effect of stress level, stress concentration and frequency. Eng Sci Technol, 2020; 23: 1223-1232. DOI: 10.1016/j.jestch.2020.01.001
[15] Ricotta M, Sorgato N, Zappalorto M. Tensile and compressive quasi-static behavior of 40% short glass fiber - PPS reinforced composites with and without geometrical variations. Theor Appl Fract Mec, 2021; 114: 102-119. DOI: 10.1016/j.tafmec.2021.102990
[16] Ramorino G, Cecchel S, Cornacchia G. Cornacchia Effect of fiber orientation and residual stresses on the structural performance of injection molded short-fiber-reinforced components. Adv Syst Sci Appl, 2020; 20: 1-19. DOI: 10.25728/assa.2020.20.2.782
[17] Stockreiter W, Schninger R, Kastl J et al. Glass fiber reinforced polypropylene. Patent No. US8519044B2, 2013.
[18] Lummerstorfer T, Jerabek M, Hochradi S et al. Fiber reinforced polypropylene composite. Patent No. US10752762B2, 2020.
[19] Mujika F, Arrese A, Adarraga I et al. New correction terms concerning three-point and fourpoint bending tests. Polym Test, 2016; 55: 25-37. DOI: 10.1016/j.polymertesting.2016.07.025
[20] Vincent GA, Bruijn TA, Akkerman R et al. Process- and material-induced heterogeneities in recycled thermoplastic composites. J Thermoplast Compos, 2020; 35: 12. DOI: 10.1177/0892705720979347
[21] Colucci G, Roncato D, Martorana B et al. Effect of recycling on polypropylene composites reinforced with glass fibres. J Thermoplast Compos, 2015; 30: 5. DOI: 10.1177/0892705715610407
[22] Reiter M, Miron VM, Lämmermann S et al. Comparing the mechanical properties of additively manufactured post-consumer polypropylene to injection molded specimens. Mater Today, 2022; 70: 55-60. DOI: 10.1016/j.matpr.2022.08.528
[23] Beukelaer H, Hilhorst M, Workala Y et al. Overview of the mechanical, thermal and barrier properties of biobased and/or biodegradable thermoplastic materials. Polym Test, 2022; 116, 32-40. DOI: 10.1016/j.polymertesting.2022.107803
[24] Mohan KA, Dimple AN, Ashokavel S et al. Numerical investigation of mechanical properties of hybrid fiber reinforced polymer composites. Mater Today, 2022; 52: 2255-2263. DOI: 10.1016/j.matpr.2021.08.096
[25] Singh MK, Tewari R, Zafar S et al. A comprehensive review of various factors for application feasibility of natural fiber-reinforced polymer composite. Results Mater, 2023; 17: 17-35. DOI: 10.1016/j.rinma.2022.100355
[26] Wang J, Geng C, Luo F et al. Shear induced fiber orientation, fiber breakage and matrix molecular orientation in long glass fiber reinforced polypropylene composites. Mater Sci Eng: A, 2011; 528: 3169-3176. DOI: 10.1016/j.msea.2010.12.081
[27] Caekers HJM, Govaert LE, Peters GWM. The prediction of mechanical performance of isotactic polypropylene on the basis of processing conditions. Polymer, 2016; 83: 116-128. DOI: 10.1016/j.polymer.2015.12.001
[28] Jansson J, Gustafsson T, Salomonsson K et al. An anisotropic non-linear material model for glass fibre reinforced plastics. Compos Struct, 2018; 195: 93-98. DOI: 10.1016/j.compstruct.2018.04.044
Copyright © 2023 The Author(s). This open-access article is licensed under a Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, sharing, adaptation, distribution, and reproduction in any medium, provided the original work is properly cited.


