Condition-based Predictive Maintenance as an Efficient Strategy for Industrializing Additive Manufacturing Technology
Ghais Kharmanda1,2*
1Mechanics Laboratory of Normandy, INSA-Rouen, Saint-Etienne-du-Rouvray, France
23D printing 4U (UG), Cologne, Germany
*Correspondence to: Ghais Kharmanda, D.Sc., Manager, 3D printing 4U (UG), Nördlinger Str. 10, 51103 Cologne, North Rhine-Westphalia, Germany; Email: Ghais.Kharmanda@3d-printing-4u.com
Abstract
Objective: Traditional manufacturing has several issues to determine a general maintenance strategy. Additive Manufacturing (AM) is a special type of fabrication, which possesses different issues, especially uncertainty failure cases. This forms a big obstacle to becoming an industrialized production strategy. The objective of this work is to provide the most suitable maintenance strategy in order to reduce the likelihood of failure that can help in industrializing the AM technology.
Methods: Among the different maintenance strategies, Predictive Maintenance (PdM) became widely treated in academia and industry. According to the methods used for detecting the failure signs, it can be classified into two types: Condition-Based Predictive Maintenance (CBPdM) and Statistical-Based Predictive Maintenance (SBPdM). The use of the last type highly depends on available and accessible data. However, CBPdM depends on only periodic or continuous condition monitoring tools for detecting the failure signs.
Results: The existence of various types of failure cases yields to a big difficulty to predict failures. In addition, because of insufficient data, SBPdM cannot be selected as a suitable maintenance strategy for additive manufacturing. According to the presented examples, the CBPdM can be considered here as the best maintenance strategy for AM.
Conclusion: CBPdM strategy is the best compromise between cost and applicability where there is not enough data. This selected maintenance approach represents an efficient tool in industrializing AM technology.
Keywords: Additive Manufacturing, Preventive Maintenance, Predictive Maintenance, Condition-Based Predictive Maintenance
1 INTRODUCTION
The progress of maintenance concept can be notably observed over the last decades starting from a reactive action towards a pro-active one. The appearance of different maintenance types is related to a certain industrial revolution. The first one called Industry 1.0 (1780-1860) was represented by the reduction of human efforts through the machines which were powered by water and steam. This period is related to the classical type of maintenance, called Corrective Maintenance (CM) or Reactive Maintenance (RM). Next, Industry 2.0 (1870-1960) was represented by mass production using special purpose machines at lower costs. The last period of the second industrial revolution is related to the appearance of the Preventive Maintenance (PM) which can be also called Scheduled Maintenance (SM). After that, Industry 3.0 (1970-2010) was represented by automation using computational power integrated into manufacturing systems. Recently, Industry 4.0 (from 2010) is represented by digitalization using advanced manufacturing machines and information technology. This period is profoundly related to Big Data Analysis (BDA), Artificial Intelligence (AI), Internet of Things (IoT), robotics and 3D printing[1]. The beginning of the third industrial revolution is related to the appearance of Productive Maintenance (or Total Productive Maintenance (TPM)). After that Predictive Maintenance (PdM) appeared during the third industrial revolution. In Thaduri and Famurewa[2], the interested reader can find several challenges and issues of Industry 4.0 from a viewpoint of maintenance process. In addition, fundamental and detailed information about different types of maintenance strategies can be found in Ben-Daya et al[3]. In fact, Industry 4.0 doesn’t only aim to reduce production costs and time. It also has the objective to improve the final product quality[1], which represents an important need in Additive Manufacturing (AM). Furthermore, with Industry 4.0, traditional maintenance actions have been replaced by another concept called Industrial Internet of Things (IIoT) which is based on condition monitoring system[4]. This concept provides simple and reliable maintenance, which can be integrated into AM to avoid failure cases and to improve the quality of the final products. The ability to predict the necessity for asset maintenance at a specific future moment is considered as one of the main challenges in this scope. The possibility of performing PdM contributes to enhancing several characteristics such as downtime, costs, control, and quality[5]. Condition-Based Maintenance (CBM) strategies have been introduced after the appearance of information technology, automation, etc. CBM is a type of Preventive Maintenance (PM) where automatic triggering alarms are activated before getting any breakdown. It can be carried out using several types of conditions monitoring (vibration, sound, temperature, etc.)[6]. In CBM policy, the predictive threshold is undertaken as degradation-based failure that has to cut down to an acceptable level for better efficiency. It projects future components health by signal processing techniques that provide decision support for running maintenance actions[7]. Real-time prognostics and data acquisition also help to predict a sign of possible hazard and stop them from happening. So, the maintenance strategy selection depends on the application area due to the appearance of different uncertainty cases. For example, in the railway industry, temperature changes, winds, storms, and flooding can highly affect the selection of maintenance strategy[8,9]. Similarly, when dealing with AM concept, a specific way should be seen when integrating maintenance strategies since it is not used as an industrialized production strategy. Furthermore, failures concern several aspects of AM processes: additively manufactured parts, machine elements and environmental surroundings. This can increase the difficulty of selecting the most suitable maintenance strategy. Considering several failure cases, a detailed discussion of the different advantages and disadvantages is carried out in this work where it is the objective to show the need to integrate a suitable advanced maintenance strategy which allows us to use data science for AM with the object of industrializing this technology. The purpose of this research is to find an applicable maintenance strategy to deal with the existing possibilities regarding the lack of data and some specific defect / fault / failure cases. The main question of this research is to reduce the probable defect / fault / failure cases which leads to improved product quality and productivity.
The paper started by presenting several issues and failure scenarios in AM. Here, several scenarios are treated to provide the reader with ideas about the possibility of using maintenance strategy to overcome these problems. For all presented cases, the used material is Polylactic acid (PLA), one of the most frequently used materials in AM technology due to its consideration as a biodegradable, nontoxic, and biocompatible material. Moreover, the used AM technique is Fused Filament Fabrication (FFF) which is also known as Fused Deposition Modelling (FDM). It is considered a desirable AM technique to fabricate PLA materials (pure and composite PLA materials) due to its geometrical flexibility and relatively low cost. Next, maintenance strategies are treated in detail to show the different advantages and disadvantages. After that, in the results section, some failure cases in AM processes are presented to support the selection of the most suitable maintenance strategy. Before the conclusion, the proposed maintenance strategy is clarified to argue the use of CBPdM strategy.
2 MATERIALS AND METHODS
2.1 Additive Manufacturing Technology
AM technology provides the opportunity to transform fabrication types for the next generation. For example, 3D printing forms solid objects layer by layer in the same way a 2D printer does, with the “printed” layers getting laid one over the other[10]. Several AM techniques can be utilized in the industrial applications, such as fused deposition modelling (FDM), stereolithography (SL), direct metal laser sintering (DMLS), electron beam melting (EBM) … In this work, we focus on the FDM (or FFF) technique as a simple and popular technique. Here, the base of the AM procedures is built on the deposit or the solidification of materials layer by layer, which reduces the geometric complexity limitations to a large extent[11]. The AM technology has elicited a great deal of attention in the academic sphere as well as in industry due to its capacity for creating complex structures with specifiable material properties[12]. It can also be so-called a free-form manufacturing technique in which the step of optimizing the topology can be completed without considering shape and / or sizing optimization process[13]. Moreover, topology optimization can be utilized to resolve several AM issues[14-16]. Since 2010, several articles have reviewed the use of optimization methods in AM process[17-21].
2.1.1 Issues in AM
During the use of usual manufacturing, several problems can arise when fabricating complex geometric shapes. AM technology provides the possibility to perform the fabrication process in a simple and efficient way despite the existence of several challenges, in particular high costs and waste of materials. So, it is the objective to deal with several challenges when implementing AM in the industrial production process. In fact, certain companies point out that even though more than three decades have passed since the AM revolution, it has unfortunately not yet been industrialized. Our objective is to focus on developing several tools and strategies to industrialize this technology. At least, we seek to provide industry and academia with the best ways to popularize this technology. The main aim is first to try to provide good quality for additively manufactured products. In order to industrialize a manufacturing strategy, many parts (thousands) should be fabricated when using this strategy. The increase in the rate of failure in AM brings about an increase in the cost of production. Therefore, it is better to control and / or to simulate AM process in order to decrease the likelihood of failure. In addition, during the AM process, it is possible to encounter unexpected issues. So, it is very difficult to guarantee the final products properties, such as the surface roughness, porosity, fatigue, durability, etc. However, it is possible to introduce hybrid manufacturing here. In AM, it is possible to obtain specific surface finishes, while this takes a big amount of time if the final required surface is smooth. Therefore, it is better to use the conventional fabrication method since rapid techniques for ensuring the established parameters for surface roughness already exist. Surface finishing is vital for preventing corrosion and Taylor displacement[22,23]. In the current situation, it is very difficult to industrialize AM technology. Several issues have to be first resolved, one of these issues concerns uncertainty cases which highly prevents AM industrialization.
2.1.2 Probable Failure Scenarios in AM
In general, the consequences of failure can be considered as essential drivers to make many decisions. These consequences can be divided into specific categories (economic, operational, safety, etc.). This classification can help to prioritize the failure modes[24,25]. Uncertainty is related to failure modes (scenarios) which should be identified first and after that the corresponding failure causes should be known. An indicator can be inserted to guarantee that a certain value belongs to a given interval of a selected parameter. When the value of this parameter exceeds the given interval, the failure may happen. In the case in which the measured value falls outside a given range, logic establishes that there may be several causes responsible for this deviation. So, the corresponding components (elements) may need to be replaced. In this section, we present some causes and solution for the most probable failure modes:
Geometry complexity: For example, when a design has overhanging features, there is a need to use support structures during the AM process[26]. In addition, in order to obtain good stability during the AM process, it is recommended to consider rafts or brims in order to reduce the waste of time and materials (reduction of repeated trials). Advanced techniques and methods such as topology optimization and AI can be found in literature to deal with self-supporting structures[27,28].
AM-material quality: When focusing on the quality of the used raw materials, we seek to reduce the waste of time and materials (reduction of repeated trials)[29]. A lot of parameters have influence on quality and behavior of the AM parts during the different stages: preparation, manufacturing, and post manufacturing stages[30].
Preheating of the extruders and the build platforms: Some manufacturers propose to use glue materials in order to increase the adhesion levels. This way, the quality of build platform can highly be affected in future uses. Therefore, it is suggested to increase the preheating temperatures for the build platform and the extruder[31].
Temperatures of build platform during the AM process: It is suggested to increase the temperature of build platform during the AM process taking certain thresholds into account, in order to reduce the waste of time and materials (reduction of repeated trials)[32].
Temperatures of extruder during the AM process: During the AM process, we suggest increasing the temperature of extruder taking certain thresholds into account, to reduce the waste of materials and time (reduction of repeated trials). This increase must be limited to a certain threshold to avoid affecting the product quality and surrounding environment[32].
Feed rate (or filament supply speed): The product quality, the AM process and certain machine elements such as nozzle can be highly affected by the perturbation of this parameter. Therefore, in order to get smooth surfaces and process stability, there is a need to an appropriate filament supply speed (or feed rate). Furthermore, according to the works of Chacón et al.[33], the change of feed rates can affect the mechanical properties of the final products.
Dimension homogeneity: In the case of manufacturing structures with large dimensions, some issues at the adhesion levels can appear in certain points or areas on the platform, especially at the first layers due to the applied forces which can yield to big values of bending moment. This can lead to a separation of the raft from the build platform[31].
Thickness of layers: It has been shown that the layer separation scenario behaves linearly against the layer thickness[34]. In order to provide a suitable prediction of the probability of failure, many experiments are required.
Printing orientation: The orientation of the material layers plays an important role in failure occurrence. It can be parallel or perpendicular to the material layer[34]. Furthermore, a suitable printing orientation helps in improving several mechanical properties of the final products.
2.2 Maintenance Strategies
2.2.1 Historical Overview
The first type of maintenance is called Corrective Maintenance (CM) as mentioned previously. Its corresponding actions are performed after a recognition of one or more fault(s) and are intended to put a failed item into a working state in order to carry out its normal function. This highly affects the manufacturing process by increasing the downtime and leading to several consequences (high costs, waste of materials, perturbation in production, etc.)[3]. During the last seven decades, several waves have appeared to provide effective maintenance strategies. These waves are classified in three categories: preventive, productive and predictive maintenance technologies[35]. Each phase is related to certain industrial developments, such as the Internet, automation, electric energy, etc. The first tendency was called “preventive maintenance technology”, which commenced in the 1950s with Japanese engineers: several actors formed a team that defined different processes to avoid damage to equipment. This strategy was costly; however, several parts were replaced to delay a breakdown. It caused unnecessarily long workdays. Thus, the PM strategy improved the reliability of equipment before a breakdown could even happen[36]. The corresponding industrial period was related to different developments in the following fields: assembly chains, mass production, and electrical energy. The second wave is named “productive maintenance technology”, founded in the 1960s and considered more professional than the first one[37]. This new technology needed a deep knowledge of the reliability levels of the different machine elements (or components). The objective was to minimize accidents by improving the work environment, by cleaning machines and verifying the state they were in (Three zeros are needed: zero downtime, zero errors and zero disturbances). The relating industrial period corresponded to different developments in the following disciplines: electronics, computers and automation. The third wave is so-called “predictive maintenance technology” (the most advanced strategy), which started in the 1990s[38]. The objective of this technology is to simulate how the product works and predict the different failure scenarios in order to prevent them from arising[5,39-42]. This way, a company has to employ data and reliability engineers instead of using experts. The relating industrial period corresponded to the different developments of the following disciplines: the IoT, Cyber Physical Systems (CPS), networks, clouds and BDA. In order to compare these three waves, we can find several characteristics in literature. There is a factor so-called the OEE (Overall Equipment Effectiveness) for evaluating the effectiveness rate[35]. The corresponding OEE value for preventive maintenance strategy belongs to the range of 50-75%. For productive maintenance one, the range is 75-90%. However, it is over 90% for predictive maintenance strategy. Maintenance cost is another factor for comparison between the different strategies. Among these three strategies, preventive maintenance strategy is considered the most expensive one and requires a high level of work. Furthermore, this strategy is characterized by excessive usage, which can affect the system’s performance. The second type called ‘productive maintenance’ is more advanced than preventive maintenance one, whereas the most advanced strategy is predictive maintenance, allowing us to improve certain criteria such as productivity and quality, while reducing the cost of maintenance. Recently, several developments have been carried out to combine between preventive maintenance strategy and predictive one to obtain the advantages of both strategies[43], especially when there is not enough data to predict the failure, which is suitable for AM technology. In the next section, we only deal with two types of maintenance strategies (PM and PdM) to show the possibility of using them for AM technology.
2.2.2 Suitable Maintenance Strategies for AM
According to our industrial experience, CM and TPM are not suitable for industrializing AM technology. In fact, the CM is highly expensive and has several prerequisites to be effectively carried out. These prerequisites can be summarized in five points: (1) Accurate identification of incipient problems, (2) Effective planning depending on the planner skills, the availability of powerful maintenance database about standard time to repair, a complete repair process, and the needed labor skills, specific tools, parts and equipment, (3) Proper repair processes, (4) Acceptable time to repair, and (5) Repair verification. Furthermore, the TPM is seen in terms of its influence on the production (or manufacturing process) through its impact on availability of equipment, rate of production, and output quality. The TPM cannot applied to AM technology because it is related with the machine itself, not the printed parts or environmental surroundings[3]. So, two maintenance categories can only be used in AM technology: preventive and predictive maintenance strategies (PM & PdM). In PM, we seek to prevent failure where actions are carried out according to prescribed criteria of time, usage, or condition and are intended to reduce the probability of failure or the functional degradation of an item. Figure 1 shows the different types of preventive maintenance. For more information about the different types of preventive maintenance, the interested reader can refer to Thaduri and Famurewa [2].
|
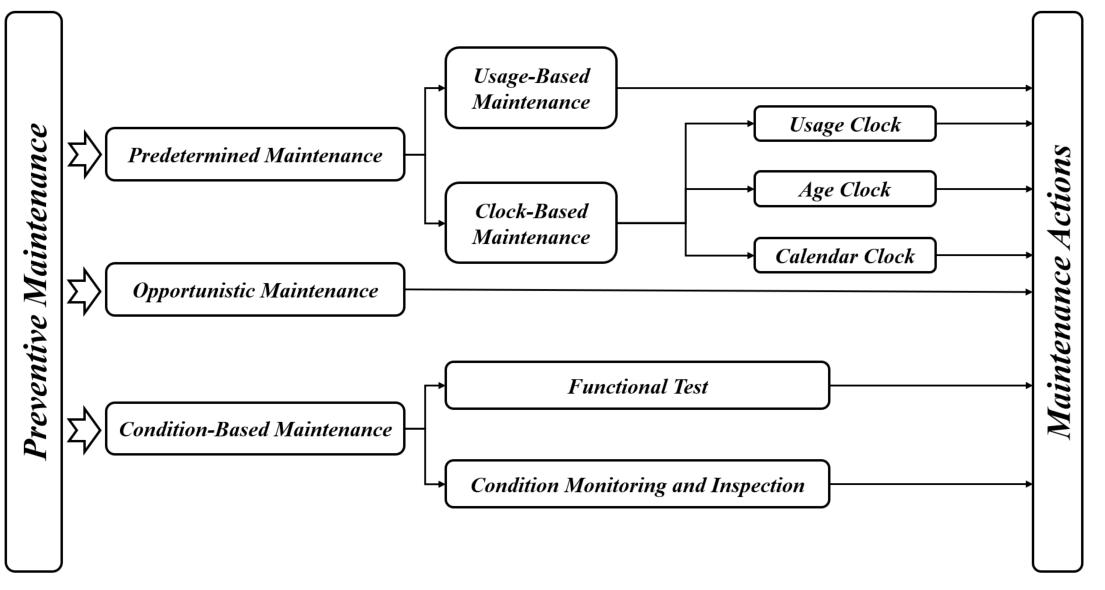
Figure 1. Types of preventive maintenance.
In general, the different types of PM are expensive and may reduce the use of the equipment in a correct way. We determine here in detail the advantages and disadvantages of each type to determine the most suitable one for AM technology. The first PM type is the predetermined maintenance where the action is achieved at discrete time instants which is determined by some predetermined rules. Furthermore, its timing involves either a clock or a measure of the usage (for example, output). So, the predetermined maintenance actions can be divided into two subcategories: clock-based maintenance and usage-based one. This type of maintenance may lead to unexpected failures. In this way, CM actions are needed, and the downtime increases, that leads to a waste of time and materials. This type of maintenance is totally refused for AM.
During the last decade, CBM appeared to realize an optimum performance considering continuous prognostic activities in order to identify the different irregularities in manufacturing processes. According to the diagram in Figure 1, the CBM can be realized in two different ways. The first one is carried out by using functional test to perform immediately a maintenance action such as lubrication, cleaning, replacement, etc. While the second one is to extrapolate the degradation into the future using condition monitoring and inspection[2]. In AM, we recommend focusing on condition monitoring where the signs of failure can be considered as a measurement for performing maintenance actions.
On the other hand, when using PdM, monitoring can be utilized in order to observe the performance of parts which are fabricated in an additive manner. It is possible to predict when the parts will degrade or fail and need to be replaced[44]. In fact, parts which are fabricated in an additive way display certain attributes because of the manufacturing process itself. If this process is not controlled, it can bring about the degradation of these parts in a way that is not seen for parts manufactured in the traditional method. Along these lines, it is generally understood that when using these parts, in current cases, it means to be a stopgap to fill a critical request. This can ensure operational availability in increasingly contested environments where the immediate demand for replacing the parts imposes constraints on the time needed to deliver them from far away. With these parts which are fabricated in an additive manner, the imperfections are generally attributed to empty spaces and geometric variation between the digital model and the printed item. The receiver offers a method of following individual parts, predicting the failure points and replacing them before they break down. By installing the replacement at lower lifetime, it can highly reduce the different risks, leading to a high-trust situation. The objective is then to understand the specific performance of a material being printed in 3D by monitoring and detecting its performance and then its degradation. Several diagrams were elaborated to establish maintenance models. For example, Carvalho et al.[45] presented the process considering some steps (historical data selection; data preprocessing; model selection, model training and model validation; and model maintenance) considering the work of Soares[46]. In Sajid et al.[1], a diagram describing the role of data science in predictive maintenance technologies is presented in a general process. Combining several diagrams for PdM in literature, we can specify here the implementation of predictive maintenance in AM to include some specific issues. The different proposed steps can be described in Figure 2 where we start with gathering raw data. After that it is the objective to clean this data by eliminating points with large deviations. Next, we focus on the different lacks where defects and / or faults in the final products must be treated. When modeling the selected data, we have the possibility to predict the failure scenarios in order to schedule maintenance actions.
|
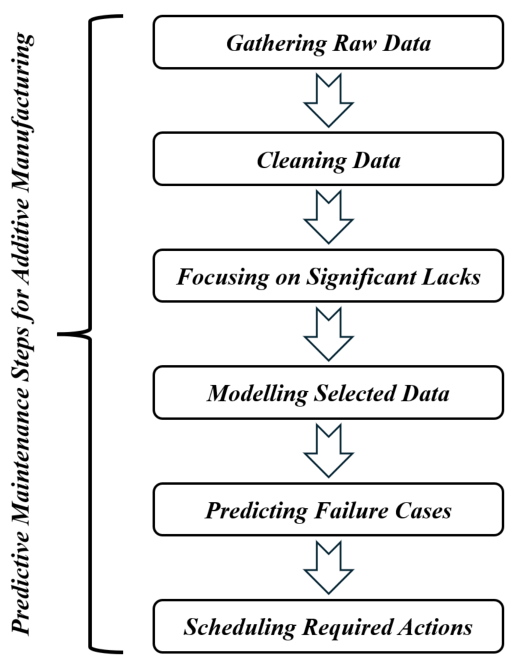
Figure 2. Steps of predictive maintenance for AM.
The use of this procedure requires a big amount of data which makes it difficult to apply this general PdM. In this work, we focus on a combined strategy which possesses the advantages of preventive and predictive maintenance strategies. In Sakib and Wuest[43], a combination of two strategies (predictive maintenance and CBM) is presented and called Condition-Based Predictive Maintenance (CBPdM) to avoid unplanned and unexpected failure cases during manufacturing taking advanced data analysis into account. In the next section, this combination is applied to our studies in AM technology considering several examples in order to establish suitable maintenance actions.
3 RESULTS AND DISCUSSIONS
3.1 Examples of Defects / Faults / Failures in Additive Manufacturing
In this section, we present some cases concerning failure or signs of failures where certain signs of failure can be considered as defects / faults in the final products. For the different examples, we use pure PLA material considering several colours (white, grey, blue and yellow). During the printing process, the temperatures of extruder and the build platform are respectively: 210°C and 50°C. ADVENTURER 3 is used as a printing machine, manufactured by FLASHFORGE. This type of machines uses FFF technique where the maximum build volume is 150×150×150mm and the diameter of used PLA filament is 1.75±0.07mm. So, we discuss the signs of failure for the different cases in order to show the need of using PM and / or PdM in AM technology.
3.1.1 A Sign of Failure Towards Real Failure Case
We consider three cases presented in Figures 3A, 3B and 3C: The first case (Figure 3A) represents an acceptable sign of failure which would not affect the product quality. Here, we can wait until the end of manufacturing process to proceed with a maintenance action. However, Figure 3B represents unacceptable sign of failure where the manufacturing processed can be paused to perform a maintenance action such as lubrication. So, in these cases, we can consider these kinds of problems as defects. However, when the final product will not be able to perform its function, they are considered as faults[2,3]. For a significant sign of failure, a maintenance action is needed to overcome this problem. Otherwise, a failure case may occur during the same AM process as shown in Figure 3C. Lubrication is recommended as a maintenance action to avoid this kind of signs of failure.
|
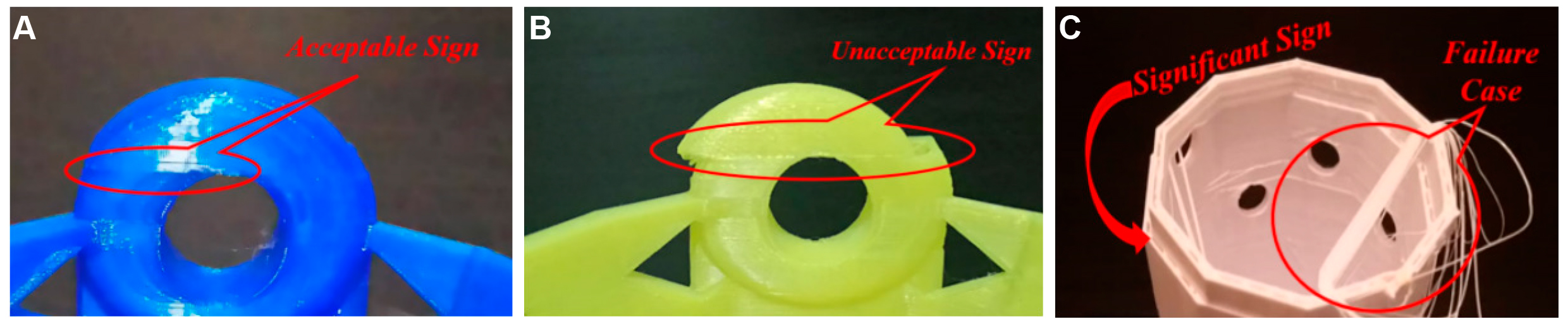
Figure 3. Levels of failure signs: (A) Acceptable sign of failure, (B) Unacceptable sign of failure, and (C) Significant sign leading to failure case (products exist in 3d-printing-4u.com).
For the first case, a schedule maintenance action is proposed to perform lubrication to the sliding slots[47,48]. So, lubrication of guide rails can frequently be carried out as a preventive maintenance action to avoid failure. So, this way CM will be totally avoided to reduce the waste of material and time (reduction of breakdown time). As shown in Figure 1, a predetermined maintenance action (usage-based maintenance actions) is needed. The third case can be appeared when ignoring several signs of failure. Therefore, the sign of failure becomes significant and leads to a failure during the same manufacturing process.
3.1.2 Faults in Quality and Mechanical Properties of The Final Product
From a quality viewpoint, several problems can appear regarding porosity, surface roughness, bonding between layers. For example, Figure 4A shows the resulting AM part where removing the raft represents a significant problem affecting the product quality. In addition, Figure 4C shows a problem of bonding between layers where a clear problem of porosity and surface roughness appears. However, Figure 4B and 4D provide the corresponding views of a heathy product. In addition, the mechanical properties such as deformability is significant when comparing to a healthy part as shown in Figure 4E, 4F (an applied force of a small value can lead to a big deformation). It is true that the AM process is completed to its end, but the final printed part cannot be use (this can be considered as a failure case). So, we have to identify the causes of the failure case such as feed rate, non-homogeneous lubrication of sliders … During the AM process of this part, a sound perturbation was observed at the feeding system level (problem in stability of material flow), which highly affected the mechanical properties of the final product (Figure 4C). This finding is similar to that of Chacón et al.[33] who found that the change of feed rates can change the mechanical properties of the final products.
|

Figure 4. Faults affecting the final product quality: (A) Product of bad quality, (B) Product of good quality, (C) Problem of bonding between layer, (D) Healthy case, (E) Large deformation case, and (F) No deformation case (product exists in 3d-printing-4u.com).
3.1.3 Faults in Dimensions During AM Process
The stability of the layer adhesion (or non-homogeneous adhesion) during the raft printing can also be considered as an important issue which may affect the quality of the printed part. In Figure 5, the thickness of the final printed part is not homogeneous. The required thickness is T, while on the left side, the thickness is smaller than the required one. There is a problem with the left side of the raft where a partial separation of the raft occurred.
|

Figure 5. Non-homogeneous thickness during the AM process (product exists in 3d-printing-4u.com).
This problem may occur due to non-homogenous friction factor and / or temperature distribution in the build platform surface. In this context, other problems such as heating flux of extruder and build platform, oozing and stringing can appear due to instability of printing temperatures. To prevent this kind of faults, it is recommended to change the removable build plate as a maintenance action, that leads to homogeneous friction distribution.
3.1.4 Faults Due to Raft Separation
When having a strong adhesion between the raft and the final printed part, it will be very difficult to separate the raft. This may highly affect the quality of the final product. The studied case is shown in Figure 6 where a column support is printed with a raft as shown in Figure 6A. During the raft separation, there is a strong adhesion between the upper surface of the raft and the lower one of the printed columns, which damage both surfaces as shown in Figure 6B. After the raft separation, the quality of the lower surface of the final product is affected despite using a knife tool to get rid of the additional material as shown in Figure 6C. Nozzle replacement is a recommended as a maintenance action to avoid this kind of faults affecting the product quality.
|
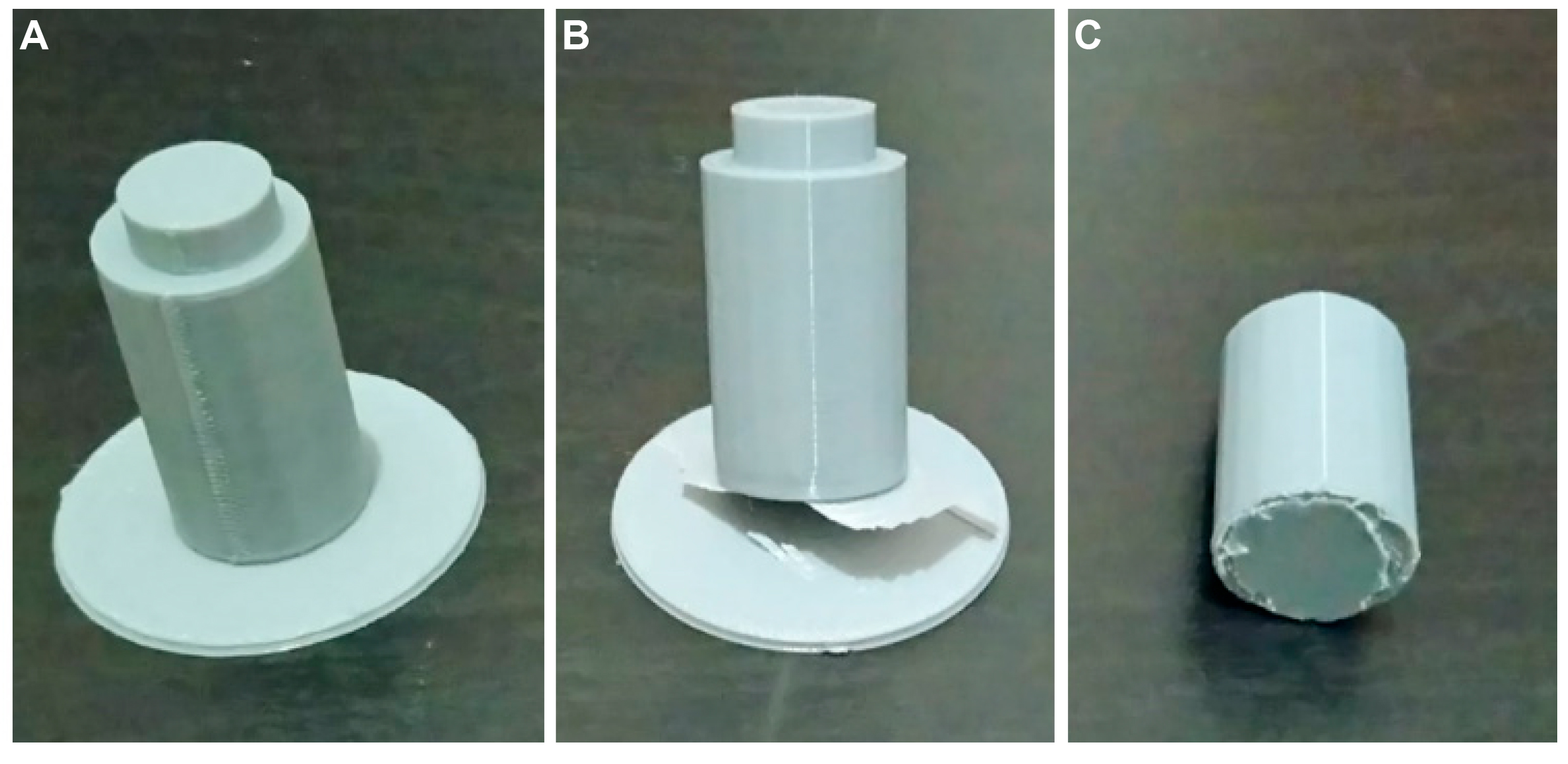
Figure 6. Faults due to raft separation: (A) Before separation, (B) Separation stage, (C) After separation (product exists in 3d-printing-4u.com).
3.1.5 Defects and Faults Due to Uncertainty
The last issue is a special case can be represented by the repeatability which may be solved by performing maintenance actions. For example, during the AM process, several parameters can be changed such as temperatures, feed rate and others. In addition, the AM process can be paused in a random position which leads to disturbance of material distribution. So, the repeatability problem can be appeared when a failure case happens, or when obtaining a printed part with bad quality between two succeeded AM processes. The problem cause is not clear, especially when applying the same input parameters. This kind of problems can be considered as an uncertainty case[49]; however, it is better to schedule maintenance tasks such as lubrication to improve the product quality and to avoid the waste of material and time (cost reduction). Additional software and hardware issues (or troubleshooting) can be found and affect the success of the AM process and the product quality[50]. In these uncertainty cases, a good monitoring system with an advanced sensing is needed and a Reinforcement Machine Learning (RML) technology can help to remedy this issue[49,51].
According to the different presented examples, we propose in the next subsection the suitable maintenance strategy and discuss its applicability to the AM technology.
3.2 Proposed Maintenance Strategy
In order to demonstrate the efficacy of our proposed maintenance strategy to be applied to AM technology, we start this subsection by a comparison of two categories: PM & PdM after having excluding CM & TPM in Subsection 2.2.2. The advanced strategy is PdM, however, its main drawback is that this strategy heavily depends on information and its correct interpretation. CBM being a type of PM is selected as a powerful strategy to be applied to AM technology[2,3]. The idea of the proposed maintenance strategy is a combination of the advantages of CBM and PdM. In literature, it is found that China, USA, and France are considered as a pioneer of PdM and CBM policies[43]. From several viewpoints such as uncertainty and monitoring, we find that the application of maintenance strategies on railways and AM technology have several common points. For example, 3D scanning systems like LiDAR scanners present modern roads for data acquisition of such physical assets in railways. Significant amounts of spatial data can be collected from on-ground, aerial, and subterranean environments. Handling and processing this big amount of data needs to address multiple challenges such as data collection, information representation, information extraction, algorithms, and decision support tools. Current approaches concentrate more on data processing but lack the maturity to support the end-to-end process[52]. Similarly, we find that the use of a camera monitoring system for performing continuous or periodic monitoring during the AM process can be supported by the industrial experiences to control the different manufacturing stages. Figure 7 shows the proposed maintenance strategy which is a combination of CBM and PdM. After starting AM process, a camera monitoring system can start to perform a surveillance of the AM process and the printed part. When observing a sign of failure, a small test can be performed to know the defect level. If this defect may lead to fault or failure, the AM process can be paused to perform a maintenance action such as lubrication. The CBM stage concerns the monitoring and the maintenance actions, while the PdM stage concerns the data (image) and the provided experiences. According to the provided experience, if the sign of failure will not lead to a fault or failure, a maintenance action can be planned after the end of the AM process of this manufactured part. This way the next layers will be added until the end of the AM process to proceed with the next product.
|
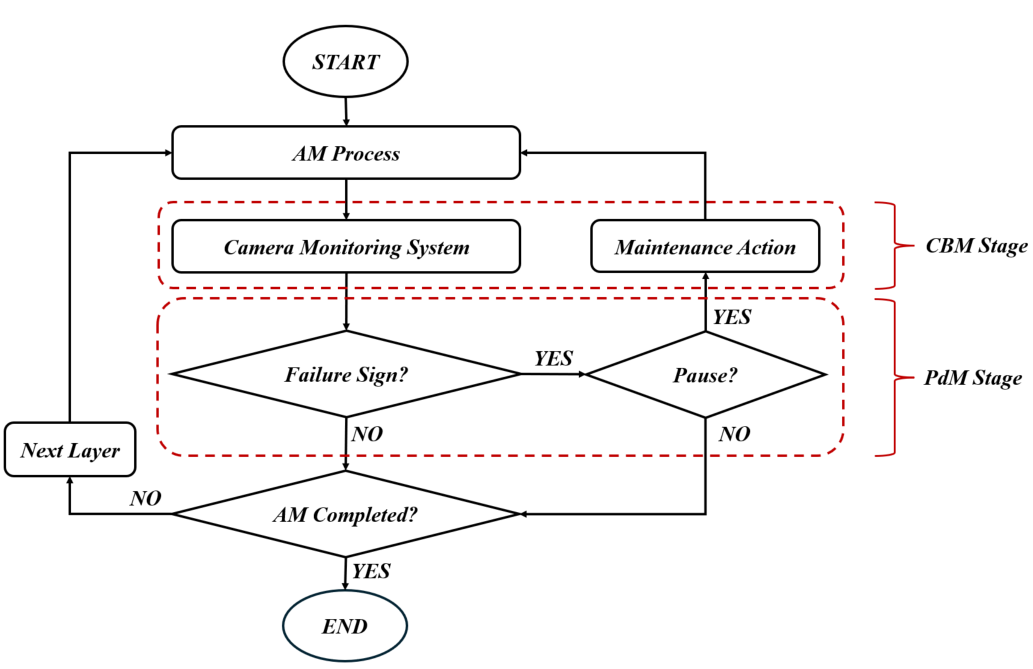
Figure 7. Proposed CBPdM strategy for AM process.
Figure 8 provides an interpretation of the proposed strategy when meeting signs of failure. Point A corresponds to the AM beginning. We define two quality deterioration levels: The first one is Acceptable Quality Deterioration (A.Q.D.) which is related to TD1 (first period time until Point B), while the second period TD2 corresponds to the Unacceptable Quality Deterioration (U.Q.D.). Here, we need a pause to perform a maintenance action to restore the AM process. After Point C, the period is called action window period TAW which ends with failure. When meeting the failure case, CM is needed to remedy the problem, and the manufactured part can be rejected. In addition to the waste of time and materials, we have downtime period TDown to spend, which leads to additional maintenance costs. The current AM process consists of the sum of uptime and downtime periods (TUp and TDown) which cannot be determined. So, there is a need to overcome this difficulty by pausing the process at Point C to perform a maintenance action such as lubrication. In this case, we spend a small time TP (reasonable time) until Point D to retain the quality stability until the end of AM process (TAM). In this case, we reduce the downtime and save the product as possible as we can despite increasing the AM time. The total AM time equals to the sum of the planned AM time and the pausing one (TP). For the same AM process, Point D can close to the level of Point A even higher, which leads to improve the quality levels of the future manufactured parts.
|
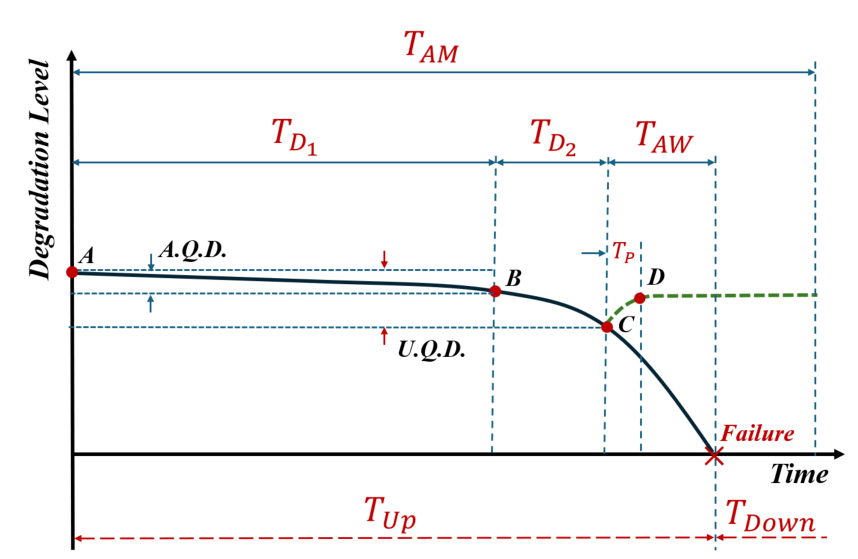
Figure 8. Interpretation of the proposed CBPdM strategy for AM process.
Although CBPdM was a new topic starting in the 2000s but frequently became core topic after 2010s[43]. It can be applied to AM technology since there is no need to get big amount of data. The different proposed maintenance actions when detecting defects / faults / failures in AM applications, should help in reducing the likelihood of failure which can be a good step to industrialize the AM technology. These simple maintenance actions such as lubrication, nozzle replacement and build plate replacement are highly recommended to improve productivity and quality. The different issues of the presented realistic industrial cases needed to be solved in order to improve productivity and quality, otherwise, the defects / faults / failures will occur. According to our best of knowledge, there are no similar results in literature to compare when dealing with maintenance strategies in AM / FFF machines for pure PLA materials. It can be found in[33] that the change of feed rates can affect the mechanical properties of the additively manufactured products which is similar to our finding in Subsection 3.1.2. For the other studied cases (raft separation and non-homogeneous adhesion distribution), we couldn’t find any other works in literature dealing with this kind of issue, especially at maintenance development levels. However, advanced maintenance studies have been carried out considering other kinds of polymers such as Poly-Ether Ether Ketone (PEEK) being a high-performance polymer[53]. Therefore, there is a strong need to develop advanced maintenance strategies to deal with AM / FFF machine for pure and composite PLA materials, especially when dealing with medical applications[51].
In the future works, when having enough data, SBPdM can be applied to AM technology to get correct data interpretation. In addition, AI in the uncertainty cases could be considered as a powerful tool for making decisions in order to reduce time and costs (reasonable time and costs). So, AM could be industrialized and utilized to mass-produce parts. AI helps to improve the ability to control receivers and the different tasks that are carried out during the AM process, which could be useful to reduce wasted time and materials and improving productivity levels. The use of AI in this situation is very important from an economic point of view since it makes it possible to manage a great number of tasks (sequential, simultaneous or concurrent) and to select all compatible tasks. Thus, the effect of AI can be considered a positive point for resolving numerous problems of uncertainty in AM technology. AI-based robots can also execute difficult and dangerous tasks for which humans require more time. Other kind of maintenance called Reliability-Centred Maintenance (RCM) can be integrated in the future work to analyse the different failure modes in the used manufacturing machines[54].
4 CONCLUSION
In AM, several failure scenarios can be found and lead to waste of time and materials, that prevents the industrialization of AM technology. To overcome these difficulties, we deal in this paper with the concept of detection of signs of failure to develop an efficient maintenance strategy combining of CBM and PdM strategies. This combination allows us to use the advantages of both strategies to remedy the existing difficulties in AM technology being a specific industrial area. The different presented cases deal with pure PLA material using FFF technique for simplicity. When treating other materials, additional problems and issues can appear. In the future research, it is the objective to deal with more complicated materials such as composite PLA materials, especially when including wood fibres, which not only lead to defects / faults / failures, but to damage the machine elements such as extruder and filament feeding systems. In addition, the lack of data leads us to develop CBPdM strategy instead of SBPdM one which needs a lot of data to provide more accurate predictions. In all cases, the advantages of the proposed CBPdM doesn’t only lead to save material and time, it helps to improve the product quality and the AM environment for future manufactured parts after having performed maintenance actions. The proposed maintenance strategy (CBPdM) can be applied to AM technology in an efficient way where there is not enough data to use SBPdM. At advanced stages, AI techniques such as RML can be integrated to take the influence of uncertainty into account. Several kinds of defects / faults / failures should be detected using an advanced condition monitoring system, not only a single side camera. In this way, we pave the way to use the concept IIoT which is based on an advanced condition monitoring system in order to digitalize the AM process.
Acknowledgements
The author would like to acknowledge his colleagues from Luleå University of Technology (Northvolt’s Program) and GOTO10 establishment (Malmö - Sweden) for their technical and material supports regarding maintenance and additive manufacturing issues.
Conflicts of Interest
The author declared no conflict of interest.
Author Contribution
Kharmanda G studied, wrote, reviewed, and corrected this article.
Abbreviation List
AI, Artificial Intelligence
AM, Additive Manufacturing
BDA, Big Data Analysis
CBM, Condition-Based Maintenance
CBPdM, Condition-Based Predictive Maintenance
CM, Corrective Maintenance
CPS, Cyber Physical Systems
DMLS, Direct Metal Laser Sintering
EBM, Electron Beam Melting
FDM, Fused Deposition Modelling
FFF, Fused Filament Fabrication
IIoT, Industrial Internet of Things
IoT, Internet of Things
OEE, Overall Equipment Effectiveness
PdM, Predictive Maintenance
PEEK, Poly-Ether Ether Ketone
PLA, Polylactic acid
PM, Preventive Maintenance
RCM, Reliability-Centred Maintenance
RM, Reactive Maintenance
RML, Reinforcement Machine Learning
SBPdM, Statistical-Based Predictive Maintenance
SL, Stereolithography
SM, Scheduled Maintenance
TPM, Total Productive Maintenance
References
[1] Sajid S, Haleem A, Bahl S et al. Data science applications for predictive maintenance and materials science in context to Industry 4.0. Mater today: proc, 2021; 45: 4898-4905.[DOI]
[2] Thaduri A, Famurewa SM. Evolution of Maintenance Processes in Industry 4.0. In: Applications and Challenges of Maintenance and Safety Engineering in Industry 4.0 (Martinetti A et al. Eds.). IGI Global: Hershey, PA, 2020.
[3] Ben-Daya M, Kumar U, Murthy DNP. Introduction to Maintenance Engineering: Modeling, Optimization, and Management. John Wiley & Sons: Chichester, UK, 2016.
[4] Cakir M, Guvenc MA, Mistikoglu S. The experimental application of popular machine learning algorithms on predictive maintenance and the design of IIoT based condition monitoring system. Comput Ind Eng, 2021; 151: 106948.[DOI]
[5] Zonta T, Da Costa CA, da Rosa Righi R et al. Predictive maintenance in the Industry 4.0: A systematic literature review. Comput Ind Eng, 2020; 150: 106889.[DOI]
[6] Rusu CC, Belaid S, Mistodie LR et al. Condition-based maintenance model for the optimization of smart manufacturing processes. Galati University Press: Galati, Romania, 2019.[DOI]
[7] You MY, Meng G. A modularized framework for predictive maintenance scheduling. P I Mech Eng O-J Ris, 2012; 226: 380-391.[DOI]
[8] Garmabaki AHS, Thaduri A, Famurewa S et al. Adapting railway maintenance to climate change. Sustainability, 2021; 13: 13856.[DOI]
[9] Garmabaki AHS, Odelius J, Thaduri A et al. Climate change impact assessment on railway maintenance. 32nd European Safety and Reliability Conference (ESREL 2022), Singapore, 2022.
[10] Gebhardt A, Fateri M. 3D printing and its applications. RTe J, 2013; 10: 11.
[11] Liu J, Gaynor AT, Chen S et al. Current and future trends in topology optimization for additive manufacturing. Struct Multidiscip O, 2018; 57: 2457-2483.[DOI]
[12] Gao W, Zhang Y, Ramanujan D et al. The status, challenges, and future of additive manufacturing in engineering. Comput Aided Design, 2015; 69: 65-89.[DOI]
[13] Kharmanda G, Antypas IR. Reliability-based topology optimization as effective strategy for additive manufacturing: Influence study of geometry uncertainty on resulting layouts. J Phys: Conf Ser, 2020; 1679: 042052.[DOI]
[14] Pradel P, Zhu Z, Bibb R et al. Investigation of design for additive manufacturing in professional design practice. J Eng Design, 2018; 29: 165-200.[DOI]
[15] Fu YFJ. Recent advances and future trends in exploring pareto-optimal topologies and additive manufacturing-oriented topology optimization. Math Biosci Eng, 2020; 17: 4631-4656.[DOI]
[16] Kharmanda G, Mulki H. Two decades review of reliability-based topology optimization developments. Uncertainties Reliab Multi-phys Syst, 2022; 22.[DOI]
[17] Wong KHA. A review of additive manufacturing. ISRN Mech Eng, 2012; 2012: 208760.[DOI]
[18] Frazier W. Metal additive manufacturing: A review. J Mater Eng Perform, 2014; 23: 1917-1928.[DOI]
[19] Shashi GM, Laskar MAR, Biswas H et al. Brief review of additive manufacturing with applications. 14th Global Engineering and Technology Conference, Dhaka, 2017.
[20] Wiberg A, Persson J, Ölvander J. Design for additive manufacturing-a review of available design methods and software. Rapid Prototyping J, 2019; 25: 1080-1094.[DOI]
[21] Alfaify A, Saleh M, Abdullah FM et al. Design for additive manufacturing: A systematic review. Sustainability, 2020; 12: 7936.
[22] Kharmanda G, Baammi H, El-Hami A. Applications to Maintenance in Additive Manufacturing. In: Uncertainty and Artificial Intelligence. ISTE & Wiley: London, UK, 2023.
[23] Kharmanda G, Baammi H, El-Hami A. Application à la maintenance dans la fabrication additive. In: Incertitudes en intelligence artificielle: Fabrication additive, commande vibratoire, agro-composite, mécatronique. ISTE Group: London, UK, 2024.
[24] Mokashi AJ, Wang J, Vermar AK. A study of reliability-centred maintenance in maritime operations. Mar Policy, 2002; 26: 325-335.[DOI]
[25] Kharmanda G, Al Sakkaf H, Shao J et al. NAVAIR as an effective standard of reliability centered maintenance for determining significant functional failures. Uncertainties Reliab Multiphysical Syst, 2022; 22: 11.[DOI]
[26] Feng R, Li X, Zhu L et al. An improved two-level support structure for extrusion-based additive manufacturing. Robot Cim-Int Manuf, 2021; 67: 101972.[DOI]
[27] Mezzadri F, Bouriakov V, Qian X. Topology optimization of self-supporting support structures for additive manufacturing. Addit Manuf, 2018; 21: 666-682.[DOI]
[28] Johnson MV, Garanger K, Hardin JO et al. A generalizable artificial intelligence tool for identification and correction of self-supporting structures in additive manufacturing processes. Addit Manuf, 2021, 46: 102191.[DOI]
[29] Li Z, Tsavdaridis KD, Gardner L. A review of optimised additively manufactured steel connections for modular building systems. Industrializing Addit Manuf: P AMPA, 2020; 2021: 357-373.[DOI]
[30] Khosravani MR, Berto F, Ayatollahi MR et al. Characterization of 3D-printed PLA parts with different raster orientations and printing speeds. Sci Rep, 2022; 12: 1016.[DOI]
[31] Kharmanda G. Additive manufacturing of polylactic acid (PLA) material considering preheating uncertainty effect. Uncertainties Reliab Multi-Phys Syst, 2022; 22: 1-11.[DOI]
[32] Khan S, Joshi K, Deshmukh S. A comprehensive review on effect of printing parameters on mechanical properties of FDM printed parts. Mater Today: Proceedings, 2022; 50: 2119-2127.[DOI]
[33] Chacón JM, Caminero MA, García-Plaza E et al. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater Design, 2017; 124: 143-157.[DOI]
[34] Rahmati A, Heidari-Rarani M, Lessard L. A novel conservative failure model for the fused deposition modeling of polylactic acid specimens. Addit Manuf, 2021; 48: 102460.[DOI]
[35] Poór P, Ženíšek D, Basl J. Historical overview of maintenance management strategies: Development from breakdown maintenance to predictive maintenance in accordance with four industrial revolutions. International Conference on Industrial Engineering and Operations, Pilsen, Czech Republic, 2019.
[36] Gross JM. Fundamentals of preventive maintenance. AMACOM: New York, American, 2003.
[37] Nakajima S. Introduction to TPM: Total Productive Maintenance. Productivity Press: New York: American, 1988.
[38] Butler KL. An expert system based framework for an incipient failure detection and predictive maintenance system. Proceedings of International Conference on Intelligent System Application to Power Systems, IEEE, Orlando, USA, 28 January- 02 February 1996.[DOI]
[39] Van Dinter R, Tekinerdogan B, Catal C. Predictive maintenance using digital twins: A systematic literature review. Inform Software Tech, 2022; 151: 107008.[DOI]
[40] Xia L, Zheng P, Li X et al. Toward cognitive predictive maintenance: A survey of graph-based approaches. J Manuf Syst, 2022; 64: 107-120.[DOI]
[41] Zhong D, Xia Z, Zhu Y et al. Overview of predictive maintenance based on digital twin technology. Heliyon, 2023; 9: e14534.[DOI]
[42] Nunes P, Santos J, Rocha E. Challenges in predictive maintenance-A review. Cirp J Manuf Sci Tec, 2023; 40: 53-67.[DOI]
[43] Sakib N, Wuest T. Challenges and opportunities of condition-based predictive maintenance: a review. Procedia cirp, 2018; 78: 267-272.[DOI]
[44] Henry TC, Phillips FR, Cole DP et al. In situ fatigue monitoring investigation of additively manufactured maraging steel. Int J Adv Manuf Tech, 2020; 107: 3499-3510.[DOI]
[45] Carvalho TP, Soares FA, Vita R et al. A systematic literature review of machine learning methods applied to predictive maintenance. Comput Ind Eng, 2019; 137: 106024.[DOI]
[47] Westerweel B, Basten RJI, van Houtum GJ. Preventive maintenance with a 3D printing option, Accessed 13 April 2019. Available at:[Web]
[48] Lolli F, Coruzzolo AM, Peron M et al. Age-based preventive maintenance with multiple printing options. Int J Prod Econ, 2022; 243: 108339.[DOI]
[49] Kharmanda G. A Review on Uncertainty Cases in Additively Manufactured Polylactic Acid Using Fused Filament Fabrication Technique. Int J Addit Manuf Struct, 2023; 2: 1-18.
[50] Bell C. Maintaining and Troubleshooting Your 3D Printer. Apress: Berkeley, CA, 2014.
[51] Kharmanda G. Challenges and future perspectives for additively manufactured polylactic acid using fused filament fabrication in dentistry. J Funct Biomater, 2023; 14: 334.[DOI]
[52] Patwardhan A, Thaduri A, Karim R et al. An architecture for predictive maintenance using 3D imaging: A case study on railway overhead catenary. 32nd European Safety and Reliability Conference (ESREL 2022), Singapore, 2022.
[53] Heymann H, Schmitt RH. Machine Learning Pipeline for Predictive Maintenance in Polymer 3D Printing. Procedia CIRP, 2023; 117: 341-346.[DOI]
[54] Kharmanda G, Shao J, Al Sakkaf H et al. An overview of reliability centered maintenance using failure mode and effect analysis. Uncertainties Reliab Multiphysical Syst, 2023; 7: 1-18.[DOI]
Copyright © 2024 The Author(s). This open-access article is licensed under a Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, sharing, adaptation, distribution, and reproduction in any medium, provided the original work is properly cited.


